|
Дипломная работа: Анализ системы управления качеством и разработка организационных мероприятий по повышению ее эффективности на ООО "Фрегат"Рис. 3.3 Диаграмма Парето по причинам возникновения брака готовой продукции при использовании литых заготовок Поверхностные дефекты имеют наибольшее влияние на качество готовой продукции, так как внешние и внутренние дефекты заготовок могут при штамповке перейти в готовое изделие, что резко понизит прочность изделия, приведет к преждевременному его физическому износу. Качество штамповой оснастки также влияет на получение бездефектного изделия. Следующим по значимости фактором является механическая обработка, и, наконец, механические свойства исходной заготовки. Используя полученные данные, можно построить диаграмму Парето (рис. 3.3). Рассмотрим степень влияния каждой первопричины на качество изделия при использовании в качестве заготовки стальную полосу 09Г2Д-12. В результате ранжирования получим следующие данные: Таблица 3.2 Аналитическая таблица ранжирования данных по известково-песчаной смеси 09Г2Д-12
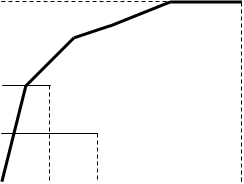
Далее строим диаграмму Парето для данного случая.
Рис. 3.4 Диаграмма Парето по причинам возникновения брака готовой продукции при использовании стальной полосы 09Г2Д-12. Мы видим, что в данном случае влияние факторов на качество закидки изменилось. Главной причиной появления брака стало качество штамповой оснастки, далее в порядке убывания: механическая обработка, поверхностные дефекты, механические свойства. При использовании литой заготовки себестоимость готовой продукции ниже, чем при использовании штамповочного метода, но соответственно ниже и качество получаемого изделия. А так как нашей целью является увеличение качества изделия, то при изготовлении готового изделия следует использовать в качестве технологического метода штамповочный. Это уменьшит наличие поверхностных дефектов, и, соответственно, уменьшит физический износ. Анализ вторичных факторов. Чтобы узнать, какие из вторичных факторов в данном случае оказывают наибольшее влияние, проранжируем их. 1. Механические свойства: - химический состав – 43,5%; - содержание пластификаторов – 34,5%; - содержание газовой фазы – 22,0%. 2. Наличие поверхностных дефектов: - углубления от окалины – 59,2%; - поверхностные дефекты в соответствии с ТУ чертежа – 40,8%. 3. Качество штамповой оснастки: - сдвиг осей штампов в пределах ТУ – 44,3%; - штамповые уклоны – 31,2%; - выступ от среза заусенца по линии разъема штампов – 24,5%. Анализируя факторы, формирующие данную проблему, можно принять следующие меры, позволяющие повысить качество изделия. По фактору 1 (механические свойства). Несмотря на большое разнообразие используемых марок исходного сырья, лучше иметь одного-двух партнеров-поставщиков. Это позволит предприятию иметь твердую уверенность в том, что, исходное сырье высококачественное. Приобретаемое исходное сырье должно сопровождаться сертификатом качества. При этом содержание пластифицирующих примесей должно быть не более 15,5%; содержание газовой смеси не более 5,5%. Наличие вредных примесей, повышенная газонасыщенность исходного сырья, оказывают существенное влияние на деформируемость слитков и, следовательно, на качество готовой продукции. Тесная связь показателей химического состава имеется и с показателями качества исходного сырья по макро- и микроструктуре. По фактору 2 (наличие поверхностных дефектов). Перегрев и пережог недопустимы. При чрезмерно большой скорости нагрева заготовок, в особенности холодных, в них могут возникнуть трещины. При длительном нагреве на них образуется толстый слой окалины, которая при штамповке образует на поверхности вмятины. Для уменьшения слоя окалины рекомендуется использовать малоокислительный индукционный нагрев (в пламенно-газовой печке слой окалины ~ 1мм, в индукционной – с папиросную бумагу). Заштампованные усадочные раковины с выходом на поверхности детали и в отверстиях в виде волосовины глубиной до 1,5 – 2мм. Заштампованные песочные, шлаковые, газовые раковины должны быть по глубине не более 5 мм, по наибольшему измерению 10 мм в количестве до 3 штук на деталь. По фактору 3 (качество штамповой оснастки). Допускается сдвиг осей штампов не более 1,5 мм., в противном случае, по причине неисправности штампов (сбиты замки), возникают излишние динамические перегрузки, и у оборудования может возникнуть перекос. Перекос появляется так же из за неправильно установленных и закрепленных половин штампа, при ослаблении направляющих в молотах, недостаточной фиксации станин и другим причинам. Выступ от среза заусенца по линии разъема штампов должен быть не больше 2 мм. Рекомендуется использование качественных обрезных штампов. Штамповые уклоны не должны превышать 70 в тело детали. Для этого следует своевременно восстанавливать гравюру окончательного ручья штампа (до 4 раз и более). По фактору 4 (механическая обработка). При использовании многошпиндельных шлифовальных полуавтоматов, автоматов, применении кондукторов значительно увеличится точность получаемого изделия, исключится сдвиг детали относительно станка. Квалификация персонала также имеет большое значение для качественного выполнения обработки готового изделия. Не следует поручать рабочим низшего разряда выполнение работы более высокого уровня. Качество деталей при механической обработке зависит и от используемого режущего инструмента. Рекомендуется регулярно затачивать режущие поверхности, использовать инструмент соответствующей марки стали, использовать высококачественные шлифовальные полотна. Контроль качества штампованных поковок предусматривает контроль качества геометрических размеров и контроль прочности готовых изделий. В заключение сделаем вывод, что диаграмма причины-результат является очень эффективным средством для выявления факторов и причин, влияющих на проблему. В результате применения метода Парето получена необходимая информация для анализа бездефектного производства и принятия специалистом управляющих решений в рамках КС УКП. Общие принципы управления (цикл Деминга). Комплексная система управления качеством продукции - это применение статистических методов на всех этапах производства, которая в наивысшей степени способствует экономичному производству продукции. УКП, развиваясь циклически, проходит через определенные этапы. Этот цикл называется циклом Деминга, а его реализация - оборотом цикла Деминга. Понятие цикла Деминга не ограничивается только контролем качества изделий, его можно распространить на все управление производством. А именно, управление любыми процессами, включая управление качеством продукции, можно рассматривать как последовательность прохождения следующих важных этапов: План (PLAN) Реализация (DO) Проверка (CHECK) Исправление (ACTION) В таблице 3.2 приведен пример прохождения этапов по схеме PDCA. Цикл PDCA обеспечивает качественный рост услуг, управления и контроля. Цикл Деминга всегда имеет не один, а несколько оборотов. Реализация этого цикла группой специалистов обеспечит повышение качества продукции. При умелой реализации цикла Деминга на предприятии можно ожидать наибольшей эффективности их работы при минимальных затратах. Прохождение этапов PDCA. Управление следует организовать на основе шести комплексов мероприятий, которые доказали свою эффективность P: (PLAN) Определение целей и задач. Определение способов (путей стратегий) достижений целей. План мероприятий. Обучение и подготовка кадров. D: (DO) Выполнение работ. C: (CHECK) Проверка результатов выполнения работ. A: (ACTION) Осуществление соответствующих управляющих воздействий. Исправление. Остановимся подробно на каждом комплексе. Р: Определение целей и задач. Определяя задачи, необходимо установить конечный срок их выполнения. Задачи следует определять на основании стоящих перед фирмой проблем и они должны определяться таким образом, чтобы обеспечить совместные действия всех подразделений. Определение способов достижения целей. Получение определенных показателей качества является целью реализации системы. Факторы и причины, которые формируют данные показатели, можно определить с помощью диаграммы Исикавы. Такой подход помогает предвосхитить проблемы и предотвратить их возникновение, это - прогрессивное управление. В процессе поисков следует консультироваться с теми, кто знаком с конкретным процессом, а именно: с рабочими инженерами и исследователями. Ключ к успеху - в решительной стандартизации очевидных вещей и передачи их подчиненным. Обучение и подготовка кадров. На всех этапах прохождения цикла Деминга существует острая необходимость в квалифицированных и подготовленных работниках. Поэтому руководители несут ответственность за обучение и воспитание своих подчиненных. Обучение не ограничивается формальными заседаниями руководитель должен учить своего подчиненного индивидуально на практике. Получив образование и подготовку, человек становиться работником, на которого можно положиться и которого можно облечь властью. D: Выполнение работ. Можно заставить подчиненных выполнять работу, отдав соответствующие распоряжения, но такой процесс никогда не будет протекать гладко. Условия постоянно меняются, и распоряжения никогда не будут точно поспевать за изменяющимися условиями. По этой причине следует обращать особое внимание на добровольное начало в управлении качеством. Например, есть много причин, объясняющих неудачу программы бездефектного производства. Одна из них заключается в том, что программа превратилась в сплошное теоретизирование. При этом забывали, что каждый человек- личность. Неудача также объяснялась тем, что бытовало мнение, согласно которому число дефектов будет равно нулю, если строго следовать требованиям стандартов. Однако, как уже отмечалось стандарты и регламенты всегда несовершенны. Только опыт и квалификация работников помогают компенсировать несовершенство стандартов и качества. C: Проверка результатов выполнения работ. Если все идет в соответствии с поставленными задачами и согласно требованиям стандартов, никакого вмешательства не требуется. Но когда имеют место необычные явления или нарушается заведенный порядок, должен вмешаться руководитель. Цель контроля заключается в обнаружении таких отклонений. Для того чтобы обнаружить отклонения необходимо: проверить сначала причины, а затем выполнить проверку работы по ее результатам. Прежде всего, необходимо установить, контролируются ли все причинные факторы, следует проверить каждый процесс проектирования, материально- техническое снабжение, изготовление и убедиться в правильном понимании причинных факторов в соответствие с заданными техническими требованиями. Проверку причинных факторов следует поручать руководителям более низкого звена. Другой способ заключается в проверке процесса или работы по результатам. К результатам также относятся вопросы, связанные с кадрами, качеством, количеством, сроками поставки, наличием сырья, рабочей силой и оборудования, необходимых для выпуска единицы продукции и затратами. Наблюдая изменения, происходящие в каждой из этих позиций, можно контролировать процесс, работу и управление ими. Если результаты отсутствуют или искажены, это означает, что в каких то процессах происходит что-то необычное и имеются определенные трудности. Задача руководителя заключается в установлении источника сбоев, связанный с причинными факторами. A: Осуществление соответствующих управляющих воздействий. При осуществлении корректирующих воздействий важно принять меры во избежание повторения отклонений. Необходимо положить конец имеющимся нарушениям. Следует устранить причинные факторы, которые вызвали отклонение. Исправление и предотвращение повторяющихся отклонений - это два разных действия, в том числе в отношении принимаемых мер. Устраняя причины отклонений необходимо обратиться к истокам проблемы и принять меры по предотвращению их повторения. Таблица 3.2 Лист планирования. Достижение бездефектного выпуска анализируемого ассортиментного вида готовой продукции в следующие сроки: Проект с 1.12.2007 г. по 1.07.2008 г.
Все эти мероприятия позволяют достичь значительного снижения брака, а следовательно, повышение качества продукции, надежности и долговечности выпускаемого изделия. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||