|
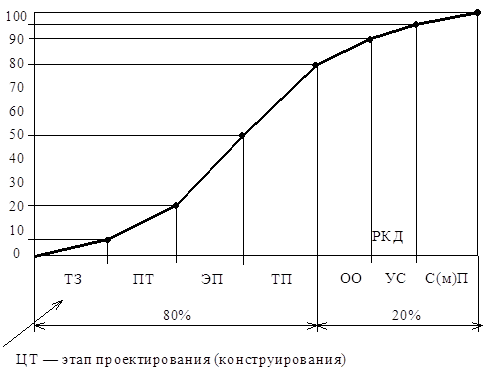
Реферат: Основы конструирования– 6. Обеспечение рациональных соединений составных частей (минимальное число соединений). – 7. Обеспечение применения типовых технологических процессов: обработки, сборки, контроля и испытаний. В комплексе технологичность рассматривается как совокупность свойств конструкции изделия, заложенных в конструкторской документации при разработке : Рациональная конструкция º расчетной технологичности
Подробно процесс ОКИТ рассмотрен в “Методика отработки конструкций изделий на технологичность и оценки уровня технологичности изделий МС и ПС”. М : Издательство стандартов. 1976 г., 55 стр. ® ОСТ СТП. На предыдущей лекции мы сказали : если рассматривать
технологичность объекта в комплексе, то она определяется совокупностью свойств
конструкции объекта, заложенных При этом для создания рациональной технологии изготовления (и сборки) необходима рациональная конструкция. Рациональность конструкции во многом определяется такими показателями технологичности как, — — масса (вес) изделия; — удельная материалоемкость изделия.
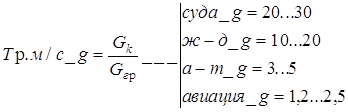
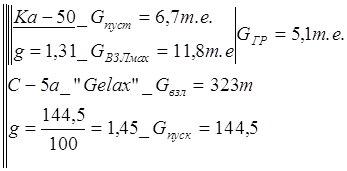
В машиностроении уменьшение массы изделий позволяет снижать расход материалов (в основном металлических) и, соответственно, стоимость изготовления. Здесь следует отметить : снижение массы изделий не является (и безусловно не должно быть) самоцелью. Снижение массы должно обеспечиваться без ущерба прочности, жесткости и надежности (долговечности) объекта. Поэтому , учитывая ещё и достаточно малую долю стоимости материалов в общей стоимости объекта , в общем машиностроении нашей страны сохраняется тенденция (порой неоправданно): лучше иметь несколько более тяжелую машину, но надёжную и долговечную. Сравнительные качества объектов одного назначения оценивают показателем удельная масса, равным
Этот показатель учитывает степень конструктивного совершенства объекта , а также – применение лёгких сплавов и неметаллических (К) материалов. Например , качество конструкции металлорежущих станков оценивают показателем g = G / Nд , где G – масса, кг ; Nд – номинальная мощность приводного двигателя. П. И. Орлов утверждает, что в этом случае, этот показатель “невыразительный”, т.к. не учитывает степень использования Nд, а также производительности станка.
Понятие материалоемкость отличается от понятия масса – они неравнозначны. Материалоёмкость лучше всего выражать объемом элементов, составляющих бьем. Тогда удельная материалоемкость – показатель качества конструкции :
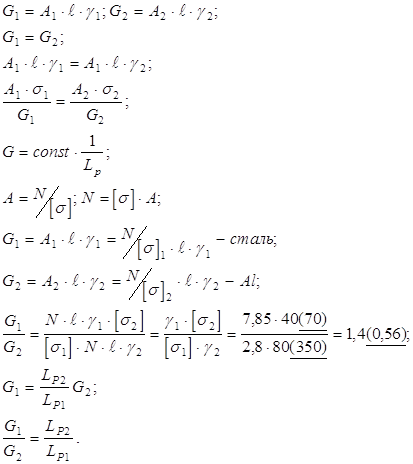
Снижение массы и материалоёмкости объекта обеспечивается рациональной конструкцией элементов объекта, которая основана на следующих принципах, – — рациональная форма сечения для каждого вида нагрузки – принцип равного напряжения сечения ; — уменьшение концентрации нагрузки : обеспечение равномерного распределения напряжений в поперечных сечениях – принцип равнопрочности ; — обеспечение рационального баланса жесткости – принцип относительной жесткости (т.к. равнопрочные детали при прочих равных условиях имеют меньшую жесткость) ; — устранение СНС : 2–3 вида нагружения ; поперечный изгиб ® чистый изгиб ® кручение ® срез ® растяжение (сжатие) – принцип рационального нагружения. (Силовая схема) . А. Н. Т. : “Силу надо “ловить” там где она возникает” — уменьшение неравномерности напряжений путём удаления материала из малонапряженных участков – принцип обсечения (снижаются инерционные нагрузки) ; — применение рациональных конструктивных схем : минимальное число звеньев, компактность, многопоточные схемы ; — уточнение расчетных напряжений (повышение за счет, например, экспериментального измерения и натуральных испытаний) ; — выбор соответствующего материала (замена металлов ПКМ) , применение технологических методов упрочнения материалов. Выгодность материалов по массе можно оценить с помощью удельных показателей ,например, Lp = dв / g (для растяжения-сжатия), которая наглядно интерпретируется, т.н. “разрывной длиной” – длина свободно подвешенного стержня (км) , при которой материал разрушится от действия массовых сил.
А=s
Следует отметить, что выбор материала определяется не только его массово-прочностными характеристиками , но и другими немаловажными факторами, — – назначением и условиями работы детали ; – физико-механическими, технологическими и эксплуатационными свойствами материала ; – стоимостью (!) . Вывод : наибольшей универсальностью обладают стали, свойства которых определяются в широких пределах легированием, термической, химико-термической и термомеханической обработкой. Стали ещё долго будут основным материалом для изготовления нагруженных деталей. Почти такими же свойствами обладают титановые сплавы (кроме обрабатываемости). ПКМ выйдут на первое место только в случае обеспечения их стоимости на уровне металлических материалов (хотя бы титанов).
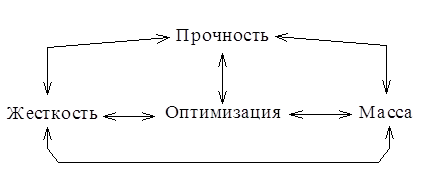
СВМ–45руб/кг+Экология Жесткость конструкций. Конструктивные способы повышения жесткости. Общее определение : Жесткость – это способность системы сопротивляться действию внешних нагрузок с наименьшими деформациями (перемещениями). Для машиностроения : жесткость – это способность системы сопротивляться действию внешних нагрузок с деформациями (перемещениями), допустимыми без нарушения работоспособности системы. Таким образом , жесткость определяет работоспособность объекта в такой же мере (иногда большей) , как и прочность. И соответственно , определяет массу (материалоёмкость) конструкции. Стремясь облегчить конструкцию и максимально использовать прочностные свойства материалов , конструктор повышает уровень напряжений в элементах конструкции, что приводит к увеличению деформаций (e = d / E). Широкое применение равнопрочных, наиболее выгодных по массе конструкций , вызывает увеличение деформаций : такие конструкции имеют малую жесткость. Вопрос повышения жесткости особенно актуален в связи с применением высокопрочных материалов, элементы из которых резко увеличивают деформативность конструкций. Определить величину деформаций расчетными методами можно лишь при простых видах нагружения [ растяжение (сжатие), сдвиг (кручение), изгиб ] методами СМ иТУ. В большинстве случаев приходится иметь дело с элементами конструкций, жесткость которых не поддаётся расчету : их сечения определяются технологией изготовления (например , литьё , прокат) или имеют сложную конфигурацию (корпусные детали). Здесь применяются моделирование , эксперимент (испытания) , опыт и интуиция конструктора. П. И. Орлов “ОК” отмечает : “... конструкции, разработанные начинающим конструктором, обычно “страдают” недостатком жесткости”. Жесткость конструкции определяют следующие факторы : — Е (растяжение-сжатие, изгиб) ; G (сдвиг, кручение) ; — геометрические характеристики сечения (A,J(W),Jk(Wk)); — линейные размеры : длина L ; — вид нагружения , тип (жесткость) опор. Факторы, влияющие на жесткость, можно объединить в обобщенном удельном показателе жесткости
Значения nl для основных конструкционных (металлических) материалов можно представить диаграммой
Мы знаем , что на практике , выбор материала , определяется не только прочностно-жесткостными характеристиками , но и технологическими и эксплуатационными свойствами. Поэтому преимущественное значение в обеспечении прочности и жесткости (при минимальной возможной массе) имеют конструктивные меры (способы). Конструктивные способы повышения жесткости без существенного увеличения массы — — устранение изгиба , замена его растяжением или сжатием ; — для элементов конструкций , работающих на изгиб , –рациональная схема опор ; увеличение J(W) — усиление рёбрами, работающими предпочтительно на сжатие ; — усиление опор, затяжка опор (опорных сечений) и участков перехода от одного сечения к другому — блокирование деформаций (перемещений) введением поперечных и диагональных связей (фермы, рамы, расчалочные конструкции) ; — привлечение жесткости смежных деталей ; — для деталей коробчатого типа (базовые детали – станины) – применение скорлупных , сводчатых , сферических и т.п. форм ; —
— для деталей типа плит – арочные, коробчатые, ячеистые и сотовые конструкции.
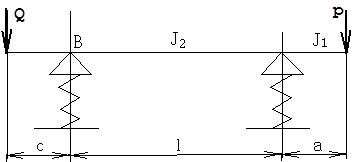
Приводной элемент ШУ расположен между опорами.
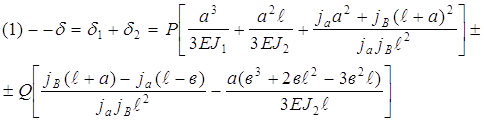
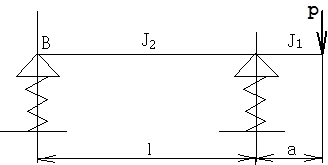
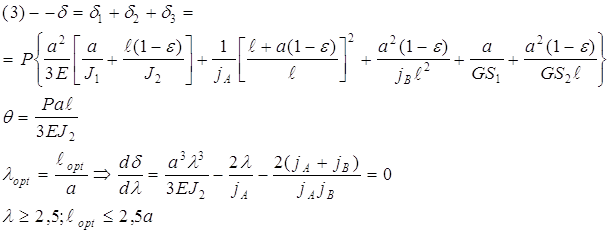
Эта схема типична для токарных, фрезерных станков и для многоцелевых станков с ЧПУ. Радиальное упругое перемещение шпинделя в расчетной точке слагается из следующих перемещений: d1Q– тела шпинделя от силы Q в ПЭ ; d2Q – деформация опор от силы Q ; d1Р – тела шпинделя от силы резания P ; d2Р – деформация опор от силы Р. l – межопорное расстояние; а –вылет шпинделя (консоль); в –расстояние от передней опоры до сечения ПЭ; J1–среднее значение осевого момента инерции консоли; J2 –среднее значение осевого момента инерции в МОР; S1 и S2 – площади поперечных сечений; Е–модуль Юнга материала шпинделя; G=E/[2(1+m)] – модуль сдвига; ja и jb– радиальная жесткость передней и задней опор; Є– коэффициент защемления в передней опоре. Упругое перемещение переднего конца шпинделя, слагающееся из всех названных выше перемещений, но без учёта защемляющего момента:
С учётом действия защемляющего момента в передней опоре перемещение переднего конца шпинделя:
Угол поворота (рад) в передней опоре:
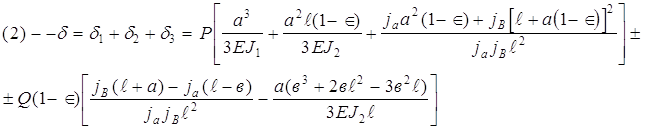
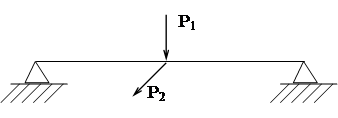
В зависимостях (1) и (2) и в последующих под P и Q понимают составляющие сил, приведённые к одной плоскости. Перед Q принимают знак (+), если силы P и Q направлены в одну сторону, и знак (–), если они направлены противоположно. Введя в зависимости (1) и (2) безразмерное отношение l=l/a, характеризующая относительную длину межопорной части шпинделя, из уравнения dd/dl=0 находят lopt –оптимальное по условию жёсткости® и соответствует lopt. Схема . приводной элемент расположен на задней консоли на расстоянии С от задней опоры. Этот случай,– для внутришлифовальных станков и отделочно расточных головок.
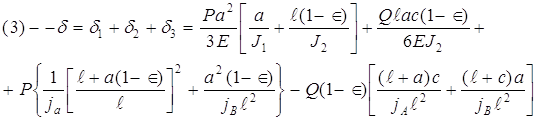
Перемещение переднего конца шпинделя с учётом защемляющего момента в опоре шпиндельного узла:
P Q эквивалентно При e=0; d=d1+d2. Схема ® . Шпиндель не нагружен силами от привода. (Например, мотор– шпиндели )®в прецизионных станках.
Расчеты базовых деталей на жесткость. Несущая система и базовые детали. Несущей системой называется совокупность деталей и узлов МРС, обеспечивающих правильное расположение инструмента и обрабатываемой детали,– шпиндельный узел и базовые детали (узлы): станина (направляющие), стойки, корпуса коробки скоростей и подач, задние бабки, суппорты, планшайбы, столы, которые воспринимают силы резания при обработке. Жесткость МРС связана с его компоновкой. Применяют жесткие замкнутые конструкции (предпочтительно – симметричные).
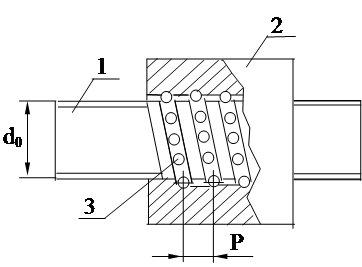
Для снижения величины деформаций применяют материалы с высоким модулем Е. Для базовых деталей средних размеров и несложной формы рекомендуется–серый чугун СЧ 21–40 (HB 200...220). Для тяжелонагруженных станин: марки СЧ 28–48 или СЧ 38–40. Для специальных станков целесообразно корпусные детали выполнять сварными из низкоуглеродистой листовой стали (Ст3 и Ст4, dст=8...12 мм. Применяют также железобетон. Наиболее ответственными элементами станины являются направляющие. Точность изготовления направляющих и стабильность отклонений от прямолинейности и плоскостности определяют точность обработки изделий. В МРС применяют направляющие скольжения , качения и комбинированные. НС с полужесткой смазкой, обладающие высокой контактной жесткостью, применяют в универсальных МРС, когда нецелесообразно применение более совершенных (и соответственно дорогих) типов направляющих. В быстроходных и точных станках с ЧПУ применяют направляющие качения (НК) , комбинированные или ГСН (гидростатические). Выбор конструкции и материалов НС с полужидкостной смазкой определяется требованиями, — – точности движения по направляющим рабочего узла; – жесткости; – min сил трения в направляющих. Направляющие рассчитывают на , — * износостойкость, * жесткость. При расчете на износостойкость определяют max – давление между трущимися поверхностями и сравнивают с допускаемым давлением, которое для крупных направляющих МРС нормальной точности принимается [ P ] max = 2,5...3 MПа; – для прецизионных и тяжелых МРС [ P ] max = 1...2 MПа; – для шлифовальных станков (условия абразивного износа), [ P ] max = 0,05...0,08 MПа. В расчете на жесткость определяется смещение инструмента по направлению , которое более всего влияет на точность обработки. Для этого определяют средние давления на направляющие от сил резания и веса подвижного узла. Принимают допущение, что контактные перемещения в направляющих прямо пропорциональны средним давлениям. Используя нормированный коэффициент контактной податливости С = 10 мкм мм2 Н-1 , определяют смещение инструмента d , обусловленное поперечным и угловыми перемещениями подвижного узла. N. B. Значение d должно составлять часть 10% из общего баланса допускаемого отклонения размера обрабатываемой детали , которые отводятся для несущей системы МРС. Расчеты направляющих приведены в учебной и справочной литературе, например Кочергин А. И. “К и Р МРС и СК”;”Курсовое проектирование. Учебное пособие для вузов” — Мн: “ВШ”,1991 г, стр. 264...298. Тяговые устройства (ТУ) – предназначены для перемещения подвижных узлов станка по направляющим. К ТУ предъявляются следующие основные требования, — * высокая чувствительность для обеспечения малых перемещений без скачков; * обеспечение заданного закона движения; * быстродействие при переходных процессах; * большая жесткость , которая определяет точность обработки на статичных и динамичных режимах; * беззазорность передач: особенно в случаях закономерных нагрузок и при автоматизированной обработке. В автоматизированных МРС применяют следующие типы ТУ : В–Г К , кулачковые механизмы, гидростатические передачи В–Г ,следящие гидроприводы (ГЦ) и др. Перспективными , особенно для станков с ЧПУ , являются линейные ЭД , применение которых позволит исключить все названые виды передач. Тяговые устройства привода подачи. Передача винт–гайка качения обладает свойствами , позволяющими применять её как для привода подач без отсчета перемещений (универсальные МРС, силовые столы агрегатных станков) , так и в приводах подач и позиционирования станков с ЧПУ. Для ПВ–ГК характерны, — * высокий КПД (0,8...0,9); * небольшое различие между силами трения движения и покоя * изначальное влияние частоты вращения винта на силу трения в механизме; * полное отсутствие осевого зазора. Недостатки : высокая стоимость , пониженное демпфирование , отсутствие самоторможения. Устройство и размеры передачи. ПВ–ГК состоит из винта 1 , гайки 2 , шариков 3 и устройств для возврата шариков.
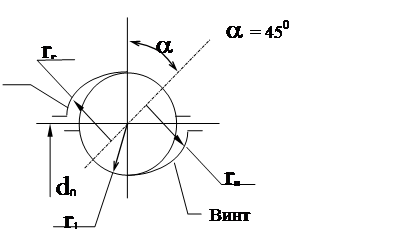
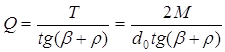
Обычно применяют передачи с наиболее технологичным полукруглым профилем резьбы : rв = rг » (1,03...1,05) r1 – для снижения контактных напряжений. Размеры элементов ПВ–ГК стандартизованы (ГОСТ 25329–82). Расчет передачи винт–гайка качения (В–ГК). Исходные данные и цель расчета. ПВ–ГК выходит из строя в результате , — * усталостного разрушения поверхностных слоёв шариков , гайки и винта; * потери устойчивости винта; * износа элементов передачи и снижения точности. Возможные причины, — * слишком большая нагрузка на винт; * низкая расчетная долговечность; * значительный относительный перекос В и Г; * неудовлетворительная защита от загрязнений. Цель расчета ПВ–ГК состоит в определении номинального диаметра винта d0 и в подборе по каталогу такой передачи, которая удовлетворяла бы всем требованиям работоспособности. Исходные данные , — * длина винта, наибольшая расчетная длина; * способ установки на опорах; * ряд значений осевой нагрузки, которые определяются для различных операций, выполняемых на МРС; * ряд частот вращения В(г). Можно исходить из величины крутящего момента на ходовом винте М = Мд * h / i где: Мд – крутящий момент на валу ЭД; h – КПД передачи от ЭД к винту; i – передаточное отношение этой передачи. Осевая сила действующая на винт,
Предварительный выбор параметров передачи. Предварительно передачу выбирают по осевой нагрузке, конструктивным и технологическим соображениям. Затем проверяют усталостную прочность рабочих поверхностей винта и гайки по критериям усталости и осевой жесткости. Номинальный диаметр винта d0 принимают равным L/(20...25), где L –длина резьбовой части винта. Расчет на жесткость. Потребный номинальный диаметр винта d0 можно определить из условия обеспечения жесткости привода , которая связана с жесткостью шарико-винтового механизма jм , винта jв и его опор j0 : Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||



 –коэффициент использования объема.
–коэффициент использования объема.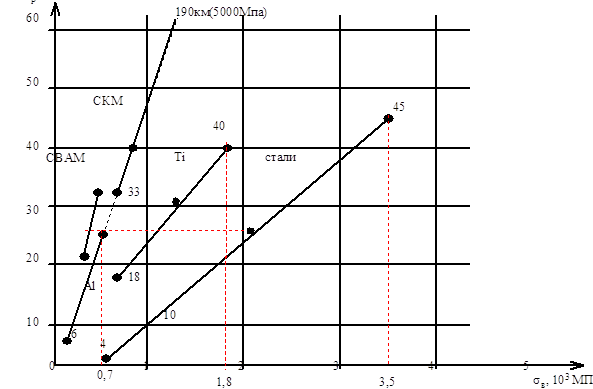
 Таким образом , этот показатель объединяет
характеристики прочности и жесткости и характеризует способность материалов
воспринимать высокие нагрузки при наименьших деформациях, и наиболее
полно оценивает выгодность материалов по массе.
Таким образом , этот показатель объединяет
характеристики прочности и жесткости и характеризует способность материалов
воспринимать высокие нагрузки при наименьших деформациях, и наиболее
полно оценивает выгодность материалов по массе.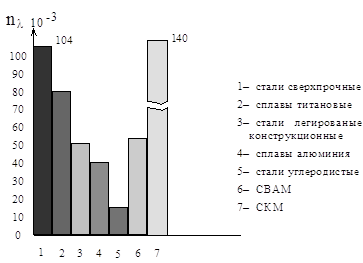
 для деталей типа дисков – применение конических,
чашечных, сферических форм ; рациональное оребрение, гофрирование ;
для деталей типа дисков – применение конических,
чашечных, сферических форм ; рациональное оребрение, гофрирование ;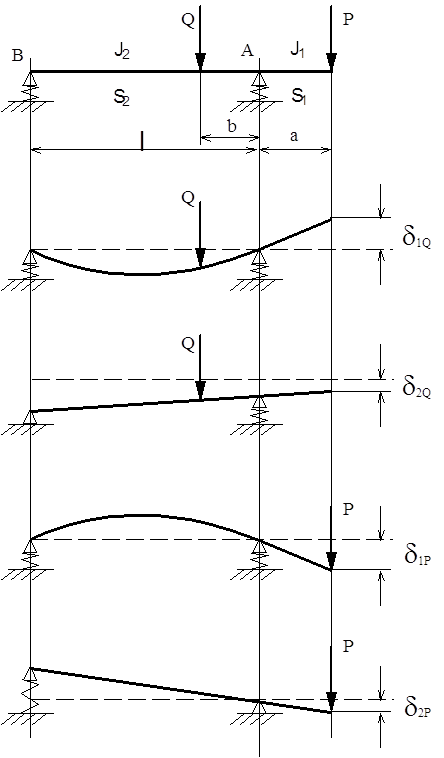

 , где
, где
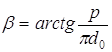 – угол подъема
резьбы;
– угол подъема
резьбы; 
