|
Дипломная работа: Изготовление оригинального художественного изделия8. Благодаря ограничению применения растворителей до минимума и применению добавок высшего качества - минимум вредного воздействия на исполнителя и окружающую среду. 9. Краска WS-plast - это жидкий однокомпонентный (готовый к применению) акриловый материал, который может наноситься непосредственно, т.е. без специального грунта. 10. - Краска WS-plast может храниться как в закрытой, так и в начатой упаковке практически без ограничений, т.к. при подсыхании в банке не образуется пленка: WS-plast является обратимой краской. При добавлении растворителя загустевшая краска WS-plast каждый раз разводится. Только при длительном хранении с образованием ржавчины снаружи и внутри банки материал становится непригодным к использованию. Характеристики: Цвет - по стандартам RAL, NCS, DB, Удельный вес - 1,1 - 1,3 в зависимости от цвета, Содержание нелетучих веществ - 60 - 63 %, Вязкость - тиксотропная, Электрическое сопротивление - 500 ÷ 750 кОм, Рекомендуемая толщина сухого слоя - 80 мкм, Теоретический расход - 250 г/м2 при толщине покрытия 80 мкм, Время сушки - пыль не прилипает - через 1-2 часа, Повторное покрытие - минимум через 2 часа, оптимально - через 24 часа, Срок годности - 1 год (в сухом прохладном месте) Подготовка поверхности. Как и при нанесении любой краски основная поверхность должна быть тщательно очищена, т.к. это определяет в решающей степени хорошую сцепляемость и длительную стойкость всей системы. Необходимо удалить любые пятна жира и масла, пыль и другие загрязнения. Следует особо обратить внимание на то, чтобы поверхность была сухой. Подготовка к нанесению. Перед нанесением материал тщательно вымешать. Рекомендуемая температура материала - выше 15°С. Рекомендуется довести до необходимой вязкости. Нанесение. Краска WS-plast M 4200 может наноситься кистью, валиком, пневматическим, безвоздушным или комбинированным распылением, а также электростатическим способом.
Покрытие WS-plast - это толстослойное покрытие, которое наносится за один проход. Для этого лучше всего использовать круглую кисть с жесткой щетиной. Такой кистью можно наносить краску толстым слоем и хорошо шлихтовать. Если во влажном состоянии заметны линии от кисти, то они проходят при высыхании, и пленка краски образует гладкую поверхность. Плоские кисти имеют, как правило, слишком мягкую щетину, так что поверхность невозможно правильно прошлихтовать. Покрытие должно сохнуть не менее 24 часов. 3.1 Схема организации производственного участкаЯ предлагаю ввести новую номенклатуру изделий на металлургическом заводе, оснащенном оборудованием для плазменной резки металла, процесс изготовления изделия не занимает много времени, следовательно, не требуется создание отдельного производственного участка. Возможно, и целесообразно применение остатков основного производства (обреза). Изготовление ножек также предполагается в уже существующем литейном цехе из-за малого объема не требует введения новых мощностей. Цех, в котором изготавливаются ножки, должен состоять из следующих участков. Основные: модельный (изготовление выплавляемых моделей, сборка блоков); участок по изготовлению оболочковых форм (обмакивание модельных блоков в суспензию, обсыпка огнеупорным материалом); сушильный; участок выплавления модельного состава из оболочковых форм; формовочный (изготовление литейных форм, охлаждение, выбивка); смесеприготовительный (переработка отработанной смеси, приготовление новой смеси); окончательной обработки отливок (обрезка литников, зачистка.) Вспомогательные: ковшевой; участок приготовления красок и растворов; служба механика и электрика; служба ремонта литейной оснастки. Склады и кладовые для хранения исходных и промежуточных материалов и окончательной продукции. 3.2 Обоснование выбора комплекса оборудования, его технические характеристикиПлазменно-кислородная машина "Гранат ППлКЦ-2.5" предназначена для плазменной контурной тепловой резки, охватывает операции от склада (накопителя) очищенных и загрунтованных листов металла до склада (накопителя) вырезанных деталей.
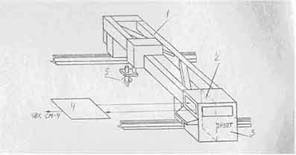
Рис.4. Схема производственного модуля на базе машины "Гранат": 1 - портальная машина, 2 - интерфейс ПИ2, 3 - система управления, 4 - интерфейс ПИ1, 5 - датчик стабилизации высоты и позиционирования. Машина "Гранат ППлКЦ-2.5" осуществляет вырезку листовых деталей плазмой в воду с максимальной скоростью перемещения резака, соответствующей 6 и 4 м/мин. Технологические характеристики машины "Гранат ППЛКЦ-2.5". Скорость перемещения плазматрона 1.2-100 мм/с. Класс точности машины (ГОСТ 5614-74) - 1. Расход сжатого воздуха 2.7л/с, охлаждающей воды - не менее 0.08л/с. Давление сжатого воздуха - 0.5Мпа, охлаждающей воды - 0.5МПа. Потребляемая мощность - 120 кВ·А. Номинальный рабочий ток - до 400 А. Ток питающей сети трехфазный переменный, напряжением 380В, частотой 50 Гц. Габаритные размеры машины, мм - 1860х4700х1600. Масса - 1420кг. Выбор плавильного агрегата. Для плавки алюминиевых сплавов чаще всего применяются печи сопротивления. В печах сопротивления для плавки металлов используют косвенный нагрев, основанный на передаче теплоты шихте излучением. В зависимости от конструкции в электрических печах сопротивления возможны следующие способы передачи теплоты шихте: В тигельных печах емкостью 30-200 кг нагревательные элементы расположены вокруг тигля с шихтой, поэтому теплоту передают стенки тигля. В подовых, ванных, барабанных печах (емкостью более 500 кг) нагревательные элементы размещены по бокам и над подом; шихта нагревается прямым излучением. В качестве нагревательных элементов чаще всего применяют спирали из нихрома (для температур до 1000-11000С), фехраля (до 10500С) и карбидокремниевые элементы типа силитов (температура в рабочем пространстве печи может достигать 1400-17500С, расплав может иметь температуру 15000С и выше). При использовании графитовых тиглей металлическая ванна может иметь температуру не выше 750 - 8500С; для металлических тиглей - до 10000С. К достоинствам печей сопротивления относится возможность работы в произвольной атмосфере. Достоинство электрических печей сопротивления заключается также в возможности точного (и автоматического) регулирования температуры, уменьшении опасности перегрева и высокого угара металла, легкости защиты расплава от газонасыщения, улучшении безопасности, гигиены труда и условий обслуживания. Таблица 1. Продолжительность плавки алюминия в разных печах.
Таблица 2. Тепловой к. п. д. электропечей сопротивления при плавке цветных металлов.
Для изготовления данной отливки ножки при малом объеме производства в небольших литейных удобно использовать стационарные и поворотные тигельные печи сопротивления. Емкость и производительность этих печей выбирается в зависимости от номенклатуры и количества изготавливаемых изделий. Промышленностью производятся печи САТ 0.04; САТ 0.06; 0.15; 0.25 (емкость тигля по расплавленному металлу). Для небольшого размера отливки и малого количества экземпляров принимаем САТ 0.04. В относительно умеренной области температур (1000-11000С), которую можно получать при непрерывной работе с обычными нагревательными элементами (нихром), температура металла в графитовых тиглях доводится до 700 - 7500С. Тепловой к. п. д. составляет 60%. В тигельных печах теплоту излучают стенки тиглей; тепловой к. п. д. снижен из-за низкой теплопроводности графита. Для улучшения результатов можно применить чугунный тигель, если сплав не взаимодействует с материалом тигля. Расход электрической энергии составляет 0.7-1.0 кВт∙ч на 1 кг алюминиевого расплава при плавке в керамических тиглях и 0.5 кВт∙ч - при плавке в чугунных тиглях.
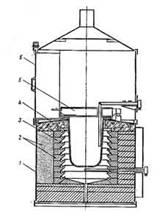
Рис.5. Электрическая тигельная печь сопротивления типа САТ с металлическими нагревателями для плавки и подогрева сплавов алюминия. 1 - кожух, 2 - футеровка и теплоизоляция, 3 - нагревательные элдементы, 4 - тигель, 5 - крышка, 6 - колпак. Печи выкладывают фасонным шамотом и слоем теплоизоляции из термолитового кирпича. Они оборудованы вытяжкой. Лучшие результаты дает применение указанных печей в качестве раздаточных устройств, обеспечивающих поддержание заданной температуры расплава с помощью автоматического регулирования. Расход электроэнэргии в этом случае составляет 15 - 20 кВт∙ч на 100 кг алюминиевого сплава. 4. Безопасность и экологичность работы 4.1 Характеристика технологического процесса изготовления изделия с точки зрения безопасности и экологичности условий труда При изготовлении ларца производятся следующие операции. I. Изготовление стенок изделия по технологии плазменной резки на станках с ЧПУ. II. Изготовление ножек ларца методом литья по выплавляемым моделям: изготовление пресс-форм; свободная заливка пресс-форм расплавленным модельным составом; правка восковых моделей; нанесение на блок моделей суспензии; обсыпка блоков огнеупорным материалом; выплавление модельного состава из оболочковой формы; формовка оболочковой формы в опоки; прокаливание опок; плавка металла; заливка расплавленного металла в формы; выбивка отливок; очищение отливок; механическая обработка отливок (отделение литников, шлифование, полирование). III. Сборка металлических частей изделия склепыванием. VI. Окрашивание. V. Сборка стеклянных частей (склеивание). В процессе изготовления светильника - ларца "Русские сказки" используются следующие материалы: гипс, модельный состав Р3 (парафин 50-60%, синтетический церезин 20-24%, кубовые остатки термического крекинга парафина 4-6%, буроугольный воск 10-14), связующий раствор (этилсиликат, ацетон, вода, соляная кислота), пылевидный огнеупорный материал (кварц), формовочная смесь (кварцевый песок), материал стенок, дна и ключа - листовой алюминий марки АД. М1.5х600х2000 ГОСТ 21631 - 76, ножек алюминиевый сплав АК12 (АЛ2). Плазменная резка на станках с ЧПУ производится автоматически, требуется отдельное изолированное помещение. На рабочем месте недопустимо присутствие лиц, непосредственно не участвующих в работе. Допуск рабочих и обслуживающего персонала должен быть разрешен только при отключенном оборудовании. Расположение оборудования в помещении должно быть обеспечивать удобство их обслуживания, а также свободный и удобный доступ к предохранительным устройствам. На оборудовании должны быть таблички с краткой технической характеристикой, световые сигналы, которые должны показывать режим работы. Литье по выплавляемым моделям относится к IIa категории работ согласно Р 2.2.013 - 94 ГКСЭН России. "Гигиенические критерии оценки условий труда по показателям вредности и опасности факторов производственной среды, тяжести и напряженности трудового процесса". Для выполнения данных работ необходимо наличие нескольких помещений: для работы формовщика, для изготовления выплавляемых моделей, для правки моделей, для изготовления оболочковых форм, помещение литейного цеха. В отделениях приготовления модельной массы, изготовления моделей, гидролиза этилсиликата, приготовления керамического огнеупорного состава для покрытия моделей стены, потолки и внутренние конструкции должны иметь поверхности, поддающиеся легкой очистке, мытью и дегазации. В отделениях прокалки форм и заливки металла полы должны быть изготовлены из несгораемого материала (например, бетона), в остальных отделениях полы могут быть деревянными, ксилолитовыми. Вентиляционные установки в отделениях изготовления выплавляемых моделей должны быть оборудованы устройствами для предотвращения загрязнения кожуха и лопастей вентилятора осадками паров модельной массы. В плавильно-заливочном помещении помимо приточной вентиляции должна быть установлена душевая вентиляция. Во всех помещениях в период отопительного сезона должна быть обеспечена температура воздуха в соответствии с действующими санитарными нормами (средняя температура в помещении 20-220С), за исключением отделения изготовления и хранения моделей, где технологическим процессом устанавливается температура в пределах 15 - 25 С° в любое время года. В качестве нагревательных приборов применяются гладкие трубы, допускающие уборку. 4.2 Анализ опасных и вредных факторов. Мероприятия по улучшению условий труда 4.2.1 Производственные опасности при изготовлении деталей методом плазменной резкиДля обеспечения безопасных условий труда на гибком автоматизированном участке тепловой резки необходимо соблюдать требования по технике безопасности, действующих нормативных документов, ГОСТов, ОСТов, правил и норм. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||