|
Дипломная работа: Изготовление оригинального художественного изделияИспользуем модельный составР3: Парафин 50-60%, синтетический церезин 20-24%, кубовые остатки термического крекинга парафина 4-6%, буроугольный воск 10-14. Легкоплавкие модельные составы приготавливают расплавлением составляющих в водных или масляных банях с электроподогревом. Исходные материалы перед загрузкой измельчают до размеров 30 - 50 мм. Материалы загружаются в порядке возрастания температуры растворимости. Расплавленный модельный состав перемешивают и фильтруют через металлическую сетку с размером ячейки 0.2. Пастообразный на мешалке со скоростью 2800 оборотов в минуту. Материал пресс-формы и технология ее изготовления. Гипс в природе существует в виде двугидрата CaSO4×2H2O (гипсовый камень). В нем содержится около 21% воды. При нагреве происходит его обезвоживание, образование полугидрата, содержащего 6.6% H2O - CaSO4×0.5H2O. Теоретически реакция разложения двугидрата происходит при t=1070С: CaSO4×2H2O ® CaSO4×0.5H2O + 5 H2O При этом в зависимости от способа нагрева образуется aполугидрат - высокопрочный гипс или b - строительный. При дальнейшем нагреве от 107 до 3000С происходит дальнейшее обезвоживание, образуется ангидрид CaSO4. При 300 - 4000 происходит полное удаление воды с образование нерастворимого и растворимого ангидрида. При 400 - 4500 гипс переходит в модификацию гидрида, который практически не реагирует с водой. Для изготовления пресс - форм для художественных изделий рекомендуется использовать гипс марки Г - 16-25БIII (высокопрочный гипс с нормальным сроком твердения, тонкого помола), Смешивание жидких и твердых фаз лучше всего производить в миксере с частотой вращения 200 - 400 оборотов в минуту в течении 3 - 4 минут, так как при ручном смешивании замешивается кислород. Сухую гипсовую массу добавляют в воду: на 1 кг сухой массы дают 360 - 400 мл воды. Добавки кремний кислого натра и борной кислоты способствуют удалению кислорода из массы, а добавка фосфорной кислоты повышает ее жидкотекучесть. Если по каким либо причинам надо увеличить время загустевания к массе добавляют столярный клей 1 - 2% от массы воды, буру 0.25 - 0.3%, борную кислоту 1.5 - 2%. Для особой прочности гипс замешивается на жидкости, состоящей из 4 объемов воды и 1 объема насыщенного раствора буры. Изготовление гипсовых пресс-форм. 1). Так как эталон имел неразъемную форму, необходимо было изготовить фальшивые части формы. Для этой цели был использован скульптурный пластилин. 2). Установка обечаек. 3). Подготовки модельной оснастки (смазываем эталон, подмодельную плиту и обечайки разделительным составом, это может быть раствор ПАВ, силикон и т.д.). 4). Эталон окрашивают гипсовой смесью при помощи мягкой кисточки, тщательно заполняя все неровности формы, заливают смесь. 5). Опоку с залитой смесью помещают на вибростол на 3 - 4 минуты. Выделение пузырей похоже на кипение, что может привести к переливанию через край. 6). После окончания формовки и отверждения гипсовой массы эталон извлекают из формы, часть тщательно осматривается, ремонтируется, если необходимо прорезаются замки, после чего эталон вкладывается на место. Аналогично изготавливаются еще 2 составные части пресс-формы. Если предполагается изготовление большого количества моделей, то пресс-форму замачивают в холодной воде. Для придания форме повышенной прочности и долговечности ее пропитывают 30-60 мин. в разогретой олифе, протирают, просушивают на воздухе, покрывают спиртовым лаком или нитролаком. 2.4.2 ФормообразованиеКонструкция пресс-формы, количество гнезд в пресс-форме, метод заполнения пресс-формы модельным составом. Пресс-форма для изготовления выплавляемых моделей состоит из трех составных частей. Конструкция пресс-формы обеспечивает извлечение объемной модели, рассчитана на одну модель - одногнездовая пресс-форма. Обычно модели изготавливают в пресс формах, свободной заливкой или запрессовкой пастообразного или пластифицированного модельного состава. Свободная заливка проста, можно использовать пресс формы из любых материалов, как твердых, так и пластичных. Однако при использовании этого метода необходимо предусматривать свободный выход воздуха из пресс-формы. Жидкие модельные составы хуже смачиваются суспензией. Предпочтительнее использовать пластифицированные модельные составы. Хорошо извлекаются, не дают трещин. Но нельзя запрессовывать в пластичные пресс-формы. Запрессовка производится или ручными шприцами или механизированными инжекционными установками. Достаточно широкое поперечное сечение изделия позволяет заполнить пресс-форму модельным составом методом свободной заливки. Конструкция модельного блока и формы, состав и нанесение огнеупорной обмазки, режим сушки блоков. Модельный блок состоит из стояка, воронки, 4 питателей и 4 моделей ножки. Модели изделия крепятся посредством питателей к стояку радиально на одном уровне. Конструкция формы соответствует конструкции модельного блока. Формирование оболочковой формы включает приготовление суспензии, смачивание ею модельных блоков, обсыпку блоков зернистым огнеупорным материалом и сушку блоков. Керамическую суспензию приготовляют тщательным перемешиванием огнеупорных материалов (пылевидного кварца, электрокорунда, шамотного порошка и др.) со связующим - гидролизованным раствором этил силиката, жидким стеклом, кремнезолем, металофосфатами. Формы по выплавляемым моделям изготовляют погружением модельного блока в керамическую суспензию, налитую в емкость с последующей обсыпкой кварцевым песком в специальной установке. Затем модельные блоки сушат 2-2,5 ч на воздухе или 20-40 мин в среде аммиака. На модельный блок наносят от 3 до 12 слоев огнеупорного покрытия с последующей сушкой каждого слоя. Для художественных изделий: связующее: гидролизированный этилсиликат ЭТС-32 и ЭТС-40; огнеупорный материал: пылевидный кварц. В маркировке этилсиликата 32 и 40 - %SiO2. Для хорошей связующей способности надо SiO2< 12-16%Þ промышленный силикат подвергают гидролизу (разбавляют) т.к. он в Н2О не растворим, вводят растворители: спирт или ацетон. Для ускорения вода подкисляется (HCl) (C2H5O) 4SiO2 + 2H2O = SiO2 + 4C2H5OH 12-14% этилсиликат; 16-18% ацетона; 6-8% изопропилового спирта; 0,3-0,5% соляной кислоты, 55-60% пылевидного кварца. Вода вводится до сметанообразного состояния. На рисунке 3 показана последовательность операций формирования оболочковой формы.
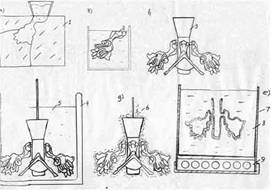
Рис.3. Последовательность операций процесса формирования оболочковой формы: а) модельный состав запрессовывают в пресс-формы (1); б) модель (2) вынимают после затвердевания и выталкивают в ванну с холодной водой; в) модели собирают в модельные блоки (3); г) погружение модельного блока в керамическую суспензию (5), налитую в емкость (4); д) обсыпка кварцевым песком (6); сушка и обсыпка 4 - 6 слоев; е) выплавление в баке (7) с водой (8) нагревательным элементом (9); Выплавление модельных составов из модельных оболочек. При выплавлении модели следует максимально удалить модельный состав, сохраняя при этом целостность оболочки. Разрушение более вероятно при медленном нагреве, так как модельный состав расширяется сильнее и быстрее Þ Важнейшее требование - быстрая передача тепла к поверхности модели при этом сразу расплавляется поверхность модели, а внутренняя часть остается холодной. Наиболее часто применяется расплавление в воде, расплавленном модельном составе, горячим воздухом и перегретым паром. Перед началом выплавления очищают торец литниковой системы от остатков оболочки. Таблица 9. Способы удаления модельных составов
При удалении модели из форм выплавлением в горячей воде. Для этого их погружают на несколько минут в бак, наполненный водой, которая нагревается до температуры 80-90°С. При выдержке модельный состав расплавляется, всплывает на поверхность ванны. После выплавления модельного состава блоки осматривают, исправляют дефекты (жидкостекольным составом с пылевидным наполнителем). Модельный состав идет на повторное использование. Прокаливание оболочковых форм. Форму прокаливают не менее 2 ч при температуре 900-950°С. При прокалке частички связующего спекаются с частичками огнеупорного материала, испаряется влага, выгорают остатки модельного состава. Полностью прокаленная оболочка должна иметь светлый излом. Недостаточно прокаленная имеет черный излом, высокую газотворность и низкую газопроницаемость. 2.4.3 Механическая обработкаПосле охлаждения отливки форма разрушается. Отливки на обрезных прессах или другими способами отделяются от литников и для окончательной очистки направляются на механическую чистку. Отливки, изготовленные литьем по выплавляемым моделям, не нуждаются в механической обработке, так как имеют уже достаточную чистоту поверхности. Места отделения литников обдирают абразивом зернистости 25-16 и шлифуют абразивом 10-8. Для получения гладкой поверхности на последнем переходе применяют пасту. 2.5 Сборка частей изделияСборка стенок ларца осуществляется клепкой. Клепка - получение неразъемных (подвижных или неподвижных) соединений деталей металлических изделий при помощи заклепок (цилиндрических стержней с головками). Виды клепки: ударная (ручная); прессовая (машинная). Инструменты: натяжка (для сжатия склепываемых деталей); отжимка (для оформления замыкающей головки); клепальный молоток, поддержки. Технологический процесс: при склепывании пластин их сжимают, просверливают сквозное отверстие, вкладывают в него заклепку и прижимают тяжелым молотком. Затем выходящий конец заклепки расплющивают молотком и формуют головку. Ножки приклеиваются к основанию ларца. Внутрь крыши и основания вклеиваются стекла. Основные преимущества и недостатки склеивания. Склеивание - один из широко применяемых способов получения неразъемных соединений. Клеевые соединения имеют ряд преимуществ по сравнению с заклепочными, сварными, болтовыми и т.п. Это, в первую очередь, возможность соединять самые разнородные материалы. В ряде случаев это этот единственный практический метод соединения не металлических соединений между собой и с металлами. В клеевых соединениях более равномерно распределены напряжения, исключены отверстия под болты и заклепки, ослабляющие скрепляемые элементы. Важным достоинством соединений на основе синтетических клеев является атмосферостойкость, способность противостоять коррозии и гниению. В ряде случаев клеевые соединения обеспечивают герметичность конструкции. Основной недостаток большинства клеев заключается в их низкой теплостойкости. Разработан ряд клеев на основе органических, элементорганических и неорганических полимеров, которые могут работать при температуре выше 1000 0С, но большинство из них не дает достаточно эластичной клеевой пленки, что пока ограничивает возможность их применения. Недостатком клеевых соединений является также их относительно невысокая прочность при неравномерном отрыве и необходимость во многих случаях производить нагревание при склеивании. Общие принципы выбора и применения клеящего материала. Прежде всего, необходимо иметь четкое представление о свойствах и химической природе клеев и склеиваемых материалов, чтобы наметить для использования клей или группу клеев. Одним из первых и, по-видимому, наиболее важным фактором, определяющим выбор клея, является характер и величина нагрузки которое должно испытывать соединение при эксплуатации. Другим не менее важным фактором является температурный интервал при котором эксплуатируется клеевое соединение. В частности, при повышенных температурах не могут быть применены клеи на основе термопластов, тогда как термореактивные смолы можно использовать в условиях высоких температур. Следует иметь в виду, что прочность склеивания зависит не только от применяемого клея, но и от конструкции соединения, технологии склеивания, состояния склеиваемых поверхностей и многих других факторов. Прочностные характеристики клеевых соединений должны соответствовать условиям эксплуатации соединения. Основным показателем эксплуатационных свойств клея является их клеящая способность и долговечность. Разрабатывая тех процесс склеивания необходимо учитывать их специфические особенности, а также их токсичность и горючесть. При склеивании необходимо строго соблюдать указания по подготовке поверхностей и нанесению клея, а также режим отверждения. При применении клея необходимо учитывать гарантийные сроки хранения клея и его компонентов, а также его жизнеспособность. Если клей готовят непосредственно перед употреблением, это необходимо делать, строго следуя указаниям технической документации. Показатели водостойкости приведены по четырем категориям (стоек, ограниченно стоек, малостоек, не стоек). Эти категории соответствуют падению прочности за 30 суток в воде на 10-20%, 30-50%, 50-60% и более 60% от исходной. Исходя из рода склеиваемых материалов (алюминиевые сплавы АК12 и АД, стекло), характера и величины нагрузки которое должно испытывать соединение при эксплуатации, температурного интервала при котором эксплуатируется клеевое соединение и условий эксплуатации была выбрана марка клея ВК-1М. Клей ВК-1М. Свойства и назначение. Предназначен для клеевых и клеерезьбовых соединений из сталей, алюминиевых и титановых сплавов и стеклотекстолитов. Техническая документация: инструкция ВИАМ 958-69. Внешний вид: вязко-текучая серая масса. Состав: эпоксидная смола, отвердитель, наполнитель, катализатор. Смола и отвердитель токсичны. Сухой остаток не содержит растворителя. Ограниченно водо и влагостоек. Интервал рабочих температур от 60 до 1500С. Предел прочности при сдвиге: 15.69МПа при 200С и 2.94 при 1500С. Предел прочности при равномерном отрыве 23.5МПа при 200С и 3.42 при 1500С; при неравномерном отрыве 40МПа при 200С и 25 при 1500С. Примечание: модификация клея ВК-1 для вертикальных поверхностей (не стекает). Из определения клея, как токсичного, следует, что все работы с ним необходимо проводить при соблюдении правил техники безопасности, т.е. работать в специально отведенных для этой цели помещениях, оборудованных приточной вытяжной вентиляцией в спецодежде и резиновых перчатках, в бытовых условиях - при открытом окне. Весьма полезно пользоваться специальными пастами для защиты рук. При проливании клея или попадании его на кожу необходимо немедленно удалить загрязнение, например, стереть ватным тампоном. Отвержденные клеи практически не токсичны. Технология склеивания и хранение. Подготовка поверхности перед склеиванием обезжирить бензином и ацетоном. Метод нанесения клея: шпателем в один слой. Расход: 250-350 г/м2. Открытая выдержка: 15 - 20 мин при температуре 200С. Режим склеивания:
Жизнеспособность при 18 - 200С - 2 часа. Срок хранения: смола и отвердитель - 6 месяцев, наполнитель - 12 месяцев. 2.6 Нанесение покрытийДля защиты изделия от атмосферной коррозии производится нанесение защитных покрытий. Для алюминия и его сплавов наиболее широко используют оксидирование. Оксидная пленка хорошо защищает не только от атмосферной коррозии, но и служит грунтом под лакокрасочное покрытие. Она плотно адсорбирует покрытие, легко пропитывается разными лаками и дает возможность менять цвет изделия. Пленка устойчива к воде и некоторым минеральным кислотам, хорошо сопротивляется механическому износу и обладает высокими электроизоляционными свойствами. Осуществляется электрохимическим путем в гальванических ваннах на аноде. Чаще всего процесс проводят в 20% растворе H2SO4 при температуре 200С и плотности тока 1-2А/дм3 Для повышения защитных свойств оксидной пленки изделие после оксидирования и промывки обрабатывают паром или горячей водой при этом происходит смыкание пор или образование более сложных гидратов. 3. Организационно-технические вопросы В качестве окончательной декоративной обработки я применяю окрашивание краской WS-Plast M 4200 AY. Описание продукта WS-Plast M 4200 AY - высококачественная, однокомпонентная, термопластичная, акриловая краска. Образует полуглянцевое покрытие, используется для окраски новых и для ремонта уже окрашенных поверхностей, эксплуатирующихся в атмосферных условиях C2-C5I/M (соответствует требованиям EN ISO 12944). Выбор именно этой марки краски аргументирован следующими положениями: 1. Краска произведена на основе акриловых связующих веществ, после полного высыхания образуется высококачественный декоративный и защитный слой. 2. Имеет надежное сцепление со всеми "сложными" поверхностями: оцинкованными поверхностями, поверхностями из алюминия, меди, бронзы, свинца, нержавеющей стали, твердого ПВХ и т.п. 3. Не требуется обычная предварительная обработка цинковых и алюминиевых поверхностей. Имеет хорошее сцепление с гладкими металлическими поверхностями. “Хорошее сцепление" без предварительной обработки означает, что возможно производить окраску без предварительного шлифования, обработки кислотами, смачивающими веществами или подобных операций. 4. Нанесение кистью или любым лакокрасочным оборудованием. Легко наносится кистью, валиком, распылением. Высокое качество электростатического или безвоздушного метода покраски. 5. Большая толщина сухого слоя благодаря высокой доле нелетучих веществ. Рациональная покраска требует большой толщины сухого слоя за один рабочий проход. Использование краски WS-plast М 4200 обеспечивает большую толщину сухого слоя за один рабочий проход: 70-90 мкм. 6. Большой выбор цветов. Богатая цветовая гамма обеспечивает широкие возможности внешнего оформления. 7. Тиксотропия обеспечивает нанесение толстого слоя краски (с высокой плотностью слоя) без образования потеков, капель и шероховатостей покрытия. Обеспечивает и неопытным пользователям нанесение краски без потеков, образования капель и шероховатостей покрытия. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||