|
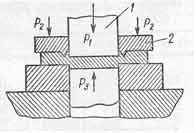
Дипломная работа: Изготовление оригинального художественного изделияК наиболее бесспорным относится так называемое золотое сечение. Золотое сечение, золотая пропорция, гармоничное деление. Уже в древности важнейшей проблемой в искусстве и эстетике было деление отрезка АВ точкой Р так, чтобы больший отрезок АР относился к меньшему РВ так, как весь отрезок АВ относится к большему. При введении неизвестного х = АР и при обозначении всей длины отрезка АВ равной а задача сводится к решению следующего уравнения: а: х = х: (а - х), т.е. х2 + ах - а2= 0. Если выстроить ряд золотого сечения, то соотношение одного отрезка к другому будет иметь постоянную величину. Если взять отрезок за единицу и разделить его в золотом сечении, то больший отрезок будет равен 0.618, а меньший 0,382, и эту операцию (деля меньший отрезок в том же отношении) можно повторять, получая при этом ряд золотого сечения. При проектировании размеров стенок ларца я руководствовалась "принципом золотого сечения". Задавшись длинной стенки ларца, я вычислила ее высоту. В предметном мире пропорции приобретают важную роль, когда человек может их реально воспринять, когда, наблюдая предмет, он действительно соотносит какие-то величины. Ощущение пропорции светильника, достигается в соизмерении его высоты и ширины, а также величины ножек и кольца. Величина предмета определяется средой в которой он находится, так "Ларец" будет гармонично вписываться в интерьер средних размеров прихожей. Ритм - это имеющее внутреннюю закономерность чередование некоторого числа элементов. Ритм в построении светильника задан чередованием элементов в узоре стенок. Ритм касается не только соотношения величин или цветовых пятен, но и направлений. Если в композиции господствуют вертикали и горизонтали, то они создают соответствующий ритм направлений. Если к этому прибавить направленную под углом деталь или линию, то этим самым привносится уже чужеродный мотив, не входящий в общий, уже определившийся ритм. В случае повторения одних и тех же величин образуется так называемый метрический ряд. И здесь, хотя соотношений, по сути дела, нет, может родиться своя выразительность. Простой повтор также использован в узоре ларца, это круг-крест, элемент, объединяющий узоры стенок. Масштабность. Понятие масштабности является важной характеристикой предмета. Оно основано на сопоставлении величины рассматриваемого предмета и наших представлений об этой величине. Оказывается, что произвольно увеличивать или уменьшать изделие, имеющее какой-либо функциональный или художественно-эстетический смысл, нельзя. Человеку свойственно стремление связывать все создаваемое им с определенной величиной. Отклонение от этого вызывает внутренний протест, а вместе с ним и эстетическую неудовлетворенность. Истоки этого, как считают многие исследователи, в свойственном сознанию человека внутреннем "мериле" величин. Нам присуще связывать величину, весомость со значительностью содержания, важностью роли. Исходя из этого, я считаю необходимым вставить внутрь ларца стекла, что не только даст игру света, но и значительно утяжелит легкое (из-за использования алюминия в качестве материала) изделие. В декоративных композициях иногда желательно сосредоточить внимание на одних частях изображения и не задерживать его на других. В таких случаях можно использовать заполнение некоторых мест большим количеством деталей. Такие участки рисунка кажутся крупнее. И, наконец, масштаб невольно связывается в человеческом сознании с окружением. Один и тот же предмет может показаться громоздким или, напротив, ничтожным в зависимости от окружающего его пространства. Как же добиваются определения нужной, оптимальной масштабности и какими средствами? Прежде всего - выбором такого размера, который соответствует нашим представлениям и не нарушающего соотношения предмета с человеком или с материальным окружением (предметами, архитектурой) и пространством. К масштабности, однако, не следует относиться как к догме. Преуменьшая или преувеличивая масштаб, проектировщик изменяет художественный облик предмета или среды. К подобному сочетанию взаимоисключающих начал прибегают как к средству создания необычного, "нереального", масштаба, что и формирует художественный "сказочный" образ. В нашем случае светильник, приближенный по форме к ларцу, сундучку, имеет значительно меньший размер. Иногда мы воспринимаем предмет как Цветовое пятно, а уже потом как объем. Цвет и цветовые сочетания могут быть очень активными, а могут быть и нейтральными, могут настораживать или расслаблять. Цвет влияет на наше восприятие реального пространства: цвета "теплого" спектра зрительно приближаются. Темные цвета делают предметы зрительно веcoмee, массивнее, чем светлые. Вместе с тем теплые цвета связываются с большим весом, чем холодные. Окраска влияет и на восприятие величины: светлое пятно на темном фоне кажется больше, чем равновеликое ему темное. Мы воспринимаем цвет, как правило, в сочетании с другими смежными цветами. В результате этого складывается общая, воспринимаемая человеком картина. Отношение цветов между собой могут быть контрастными, а могут быть и сближенными - нюансными. При окраске изделия я добивалась контрастного светотеневого решения, чтобы фонарь был выразителен и при выключенном состоянии, я окрасила стенки "ларца" в темно - серебристый цвет и вставила внутрь молочно-белые стекла. Вывод. В результате исторического анализа, творческого исследования я разработала модель светильника который может быть использован в современном интерьере, ландшафтном дизайне, кафе, студии, магазине, в качестве дополнения интерьера с элементами древнерусского стиля. 2. Технологическая разработка 2.1 Альтернативные способы изготовления изделия и его элементов Образец изделия был выполнен при помощи выпиливания лобзиком из листового алюминия, стенки, ключ и дно представляют собой узорчатые решетки. Ножки выполнены литьем по выплавляемым моделям. Боковые стенки крепятся друг с другом и дном заклепками. Таким же способом соединяются стенки крышки. Ножки соединяются с изделием резьбовым соединением Крышка соединяется с нижней частью подвижно, при помощи петель, что позволяет открывать "Ларец". Петли крепятся с крышкой и нижним коробом аналогично креплению стенок, т.е. заклепками. 2.1.1 Альтернативные способы изготовления стенок изделияУзорчатые стенки ларца можно изготовить методами холодной листовой штамповки на вырубных штампах и по технологии плазменной резки на станках с ЧПУ. Листовая штамповка, листовое штампование - изготовление полуфабрикатов, деталей и готовых изделий из листовых металлических заготовок деформированием их под действием давления. В качестве заготовок используют ленту, полосу, лист. Штампуют обычно холодные заготовки. При малой пластичности материала или при недостаточной мощности оборудования штампуют горячие заготовки. Основные операции Л. ш. - разделительные и формоизменяющие. В результате разделительных операций деформируемая часть заготовки разделяется при сдвиге материала по заданному контуру; к ним относятся отрезка, разрезка, вырубка, пробивка, проколка, обрезка, надрезка и зачистка. В формоизменяющих операциях деформированная часть заготовки изменяет свои формы и размеры, материал перемещается без разрушения; к ним относятся гибка, скручивание, навивка, раздача, обжим, отбортовка, вытяжка, рельефная формовка и др. Л. ш. осуществляют в штампах, состоящих, как правило, из неподвижной и подвижной половин, несущих рабочие части (матрицу и пуансон), при сближении которых помещенная между ними заготовка деформируется. Половины штампов закреплены в прессе. Неподвижная половина - на столе, подвижная - в ползуне (исполнительном механизме). Рабочие части штампов изготовляют из инструментальных сталей; при мелкосерийной штамповке деталей из алюминия и др. мягких материалов применяют различные заменители (пластмассы, прессованную древесину и др.). Точность деталей, полученных Л. ш. (по большинству операций), оценивается 3-4-м классом, отдельные операции - зачистка, специальные приёмы вырубки и пробивки, вытяжка с утонением, калибровка обеспечивают 2-й класс. При холодной Л. ш. качество поверхности листовых заготовок в большинстве случаев сохраняется, поэтому при штамповке из холоднокатаных материалов чистота поверхностей деталей - 6-8-го класса. Удельная прочность, характерная для заготовок из проката, после Л. ш. не понижается, а, напротив, в результате некоторых формоизменяющих операций вследствие сопутствующего им упрочнения материала повышается. Обычная вырубка и пробивка листового металла дают неровную слегка криволинейную и шероховатую поверхность среза. В нашем случае требуется гладкая и перпендикулярная поверхность среза. Этого можно добиться последующей доработкой на фрезерных и шлифовальных, полировальных станках, что малопроизводительно и дорого. В этом случае более эффективно применять способы чистовой вырубки и пробивки, имеющие значительные преимущества по сравнению с механической обработкой резанием и дающие гладкую полированную поверхность среза, перпендикулярную к плоскости изделия, при повышенной точности изготовления. Сущность способов чистовой вырубки заключается в создании высокого давления на заготовку и изменении схемы напряженного состояния металла в зоне резания. В результате весьма высокого поверхностного давления на заготовку в зоне резания возникает напряженное состояние объемного сжатия, которое
Рис.1. Чистовая вырубка способствует устойчивости пластической деформации и пластическому течению металла. Вследствие этого в процессе вырубки скалывающие трещины не возникают, а срез получается чистым по всей толщине заготовки. На рисунке 1. приведен наиболее распространенный способ чистовой вырубки с поперечной осадкой заготовки. В этом способе применен метод местного вдавливания прижима 2, снабженного клиновым ребром, идущим вдоль наружной конфигурации пуансона. При вдавливании ребра происходит вытеснение металла заготовки к режущим кромкам и создание интенсивного гидростатического давления в зоне резания. Опускающийся вслед за этим вырубной пуансон 1 вырезает деталь с гладкой и перпендикулярной поверхностью среза, соответствующей 8-9 классу шероховатости поверхности по ГОСТ 2789 - 73. Чистовую вырубку обычно производят на гидравлических или механогидравлических прессах тройного действия. Предполагаемые операции в производстве стенок ларца: 1. Раскрой листового материала. 2. Вырубка из материала заготовки необходимых размеров Вырубка - операция с целью отделения заготовки от проката, разделения заготовки на части, проделывания пазов и канавок. 3 - Вырубка с просечкой орнамента Просечка - одна из разделительных операций по пробиванию отверстий, узоров в листовой металлической заготовке. Достоинства метода - высокая точность получаемых деталей, гладкая и перпендикулярная поверхность среза, высокая производительность оборудования, снижение массы при увеличении прочности и жесткости штампованных из листа деталей по сравнению с литыми. Недостатки - для выполнения изделия требуется изготовить штампы сложной конструкции с большим количеством сменных матриц и вырубных пуансонов. Плазменная резка на станке с ЧПУ "Гранат ППлКЦ-2.5". Основой организации работы гибкого автоматизированного участка (ГАУ) тепловой резки являются сменно-суточные задания, которые содержат перечень номеров карт раскроя в технологической последовательности вырезки. Для реализации сменно-суточных заданий оператором УВК формируется библиотека управляющих программ на диске. Листы металла с линии очистки поступают на модуль складирования ГАУ и укладываются в пачки, совокупность которых вместе с роботом перегружателем листов образует буферный склад. Технологический маршрут включает в себя следующие рабочие позиции: загрузки, резки, разгрузки. Робот-перегружатель листов производит погрузку по одному листу из пачки на входную позицию транспортной системы. Затем раскроечная рама с листом поступает к машине тепловой резки, которая с помощью специального датчика определяет наличие листа в районе машины, положение листа относительно направляющих рельс, автоматически изменяет управляющие программы, обеспечивает автоматический выход резака к углу и к точке начала реза. Машина производит вырезку листовых деталей по управляющей программе, переданной из УВК в систему управления 2Р32Т, после чего возвращается в исходное положение. В процессе резки машины с помощью стабилизатора высоты СВР обеспечивается автоматическое поддержание постоянного расстояния от рабочего инструмента до поверхности листа. При поступлении от УЧПУ сигнала об окончании выполнения управляющей программы и возврата машины в исходное положение УВК передает команду в контролер напольных средств на отправку раскроечной рамы с деталями на конечную позицию разгрузки, где включается вызов на обслуживание роботом-переключателем деталей. После снятия всего раскроя деталей и отходов подается сигнал на отправку пустой рамы на входную позицию. Достоинства метода - главное свойство ГАУ - это способность обеспечить непрерывный процесс вырезки листовых деталей неограниченного множества марко-типоразмеров на текущий и перспективный планы производства. Недостатки - необходима высокая квалификация технологов, конструкторов, математиков-программистов, дорогостоящее оборудование. 2.1.2 Альтернативные способы изготовления ножек ларцаДля изготовления данной отливки невозможно использовать метод литья в песчано-глинистые формы, это связано с малым размером изделия и сложной конфигурацией а, следовательно, большим количеством разъемов (минимальное количество разъемов - 4). Объемная форма изделия отвергает использование вакуумно-пленочного метода. Изготовление кокилей и пресс форм очень дорого и рентабельно лишь при массовом производстве. Рассмотрим возможные альтернативные методы изготовления данной отливки в различных формах, учитывая преимущества и недостатки того или иного метода, и выберем наиболее оптимальный метод наиболее экономичный с точки зрения обеспечения качества отливки в соответствии с требованиями технологического процесса. Литье по выплавляемым моделям. Универсальный способ получения художественных отливок любой массы, сложности и из различных сплавов. Сущность литья по выплавляемым моделям заключается в использовании точной, неразъемной, разовой модели, на которую из жидких огнеупорных материалов изготавливают неразъемную керамическую оболочковую форму, из которой модель выплавляется. В образовавшиеся пустоты заливается расплав. Обычно модели изготавливают в пресс формах, свободной заливкой или запрессовкой пастообразного или пластифицированного модельного состава. Формирование оболочковой формы включает приготовление суспензии, смачивание ею модельных блоков, обсыпку блоков зернистым огнеупорным материалом и сушку блоков. Керамическая суспензия позволяет точно воспроизвести контуры модели, а образование неразъемной литейной формы с малой шероховатостью поверхности способствует получению отливок с высокой точностью геометрических размеров и малой шероховатостью поверхности, что значительно снижает объем механической обработки отливок. Припуск на механическую обработку составляет 0,2-0,7 мм. Заливка расплавленного металла в горячие формы позволяет получать сложные по конфигурации отливки с толщиной стенки 1-3 мм и массой от нескольких граммов до нескольких десятков килограммов из жаропрочных трудно обрабатываемых сплавов. Достоинство метода - по данному методу можно получить отливку, приближенную по размерам и массе к готовому изделию с малыми припусками на механическую обработку или, как в моем случае с низким классом точности, без них. Недостатки - использование метода литья по выплавляемым моделям сопряжено с большой трудоемкостью производства, применением дорогостоящих материалов. Литье в гипсовые формы. Этим способом можно изготавливать любые художественные изделия из цветных сплавов и драгоценных металлов. Отливки из алюминия, меди изготавливают в гипсовых формах, нагреваемых до 8000С. Формы делаются на основе гипса, как связующего, с огнеупорными наполнителями: асбест, кристобалит, кварцевый песок, динос, шамот. Сухую гипсовую массу добавляют в воду: на 1 кг сухой массы дают 360 - 400 мл воды. После подготовки модельной оснастки приступают к изготовлению форм. Модель первоначально окрашивают гипсовой смесью при помощи мягкой кисточки, тщательно заполняя все неровности формы. При изготовлении опок с выплавляемыми моделями (как в нашем случае) смесь заливают по краям опоки, так как интенсивном гипсовом потоке модели могут отломиться от литника. Опоку с залитой смесью помещают на вибростол на 3 - 4 минуты. После окончания формовки и отверждении гипсовой массы постоянные модели извлекаются из формы. Формы выдерживаются от 1 до 3 часов в зависимости от их величины. Из форм по выплавляемым моделям модельный состав выплавляется в электрошкафах при температуре 1500С. При выплавлении таким методом значительная часть модельного состава впитывается в форму, что ухудшает качество отливки. При использовании высококачественных высокопрочных гипсов возможно удаление модели в горячей воде, при этом пропитка формы резко уменьшается. Режим термообработки затвердевших форм зависит от состава смеси, габаритов формы, вида заливаемого сплава, способа удаления модели из формы и конструкции литниковой системы. Оптимальным является нагрев со скоростью 250 - 3000 в час. Гипсовые формы для выплавляемых моделей следует нагревать медленно, так как они кроме влаги содержат впитавшийся модельный состав, что приводит к его горению, в результате чего образуется большое давление и форма может разрушиться. Прокаливание форм для заливки алюминиевых сплавов рекомендуется при температуре 500 - 6000С. Время прокаливания зависит от размера формы и составляет от 3 (в нашем случае для мелкого изделия) до20 часов. После прокаливания формы охлаждают до температуры заливки. Для алюминия это 150 - 2500С. Температура также зависит от толщины отливки. Охлаждение форм после прокаливания рекомендуется проводить со скоростью 2000С в час. Заливка или свободная или при сложном рельефе принудительное заполнение под давлением или центробежным способом. При заливке под давлением торцевая поверхность гипсовой формы, где устанавливается литниковая чаша, должна быть ровной, для этого торец формы тщательно выравнивают, следя, чтобы внутрь не попал гипсовый порошок. После затвердевания форму помещают в воду. Размокший гипс легко удаляется, отливку очищают и обрабатывают полировкой или на пескоструйной машине. Достоинство метода - метод литья в гипсовые формы позволяет получить отливки с чистой поверхностью, точными размерами и хорошим отпечатком рельефа. Недостатки - при изготовлении формы по постоянной модели, так как моя отливка имеет сложную конфигурацию необходимо делать большое количество разъемов, что увеличивает финишные операции на зачистку швов; при изготовлении формы по выплавляемым моделям увеличивается газификация, чистота поверхности отливки ниже, чем при литье по выплавляемым моделям. Литье по газифицируемым моделям Для изготовление газифицируемых моделей применяют специальный пенополистерол. Изготовленную газифицируемую модель с литниковой системой окрашивают, формуют сухим песком или жидкоподвижной смесью и заливают металлом. Под действием высоких температур модель газифицируется, и ее место занимает металл. Для художественного литья используется пенополистерол ПСБ-1Д. К пенополистеролу предъявляются следующие требования: 1) при минимальной плотности он должен обладать достаточной прочностью, чтобы не нарушать конфигурацию при формовке; 2) модели должны иметь чистую и гладкую поверхность; 3) противопригарные краски должны хорошо смачивать модель и при высыхании сохранять сцепление; 4) температура газификации должна быть ниже температуры заливаемого металла; 5) скорость газификации должна быть достаточной для того, чтобы расплавленный металл мог заполнить полость формы до кристаллизации; 6) при взаимодействии с жидким металлом пенополистерол должен разлагаться с выделением минимального объема газообразных веществ; 7) зольность пенополистерола должна быть минимальной. Для приготовления форм в качестве наполнителя можно использовать сухой огнеупорный материал без связующего, однако применение такого материала требует полного выполнения параметров заливки, то есть температуры металла, степени уплотнения наполнителя и скорости подъема металла в форме. При несоблюдении этих условий возможно обрушение наполнителя, что приводит к браку. Для получения качественных оливок при литье этим способом обычно используют песчано-цементные и жидкостекольные самотвердеющие смеси. Преимуществами этого способа являются: отсутствие линии разъема у модели, выполнение отливок любой сложности, исключается операция извлечения модели и отделки форм, не нужно делать формовочные уклоны, отсутствуют отдельно изготовляемые стержни, при формовке можно применять сыпучий материал без связующих, следовательно, отпадает процесс приготовления формовочных смесей. Недостатки - при сгорании пенополистерола выделяется большое количество газа, что приводит к образованию газовых раковин, а также к загрязнению окружающей среды, вредит здоровью рабочих, требует оборудования специальной системы вентиляции. 2.2 Обоснование выбора принятой технологииНа основании анализа трех вариантов изготовления ножек ларца я считаю наиболее экономичным с точки зрения обеспечения качества отливки метод литья по выплавляемым моделям в оболочковые формы. Для изготовления стенок изделия я считаю рациональным использовать технологию плазменной резки на станках с ЧПУ. При изначально более высоких, чем при методе листовой штамповки капиталовложениях, метод плазменной резки на станках с ЧПУ дает более быструю окупаемость. Выходными параметрами расчета годового экономического эффекта являются следующие: сокращение численности основных рабочих; уменьшение трудоемкости изготовления листовых деталей; уменьшение производственных площадей; окупаемость средств; повышение производительности труда, улучшение качества изготовления плоских деталей за счет инвариантности производственного процесса от человека; решения социальных вопросов, в частности, освобождение человека от вредных условий труда в процессе вырезки деталей 2.3 Выбор материала для изготовления изделияФонарь в форме ларца состоит из 15 частей. Это 4 боковые стенки (1 - 3), дно (6), 4 стенки крышки (4,5), 4 ножки (7), ключ (7) и кольцо (10). Конструкция изделия представлена на сборочном чертеже. Материал, стиль и назначение изделия предполагают использование недорогого сплава белого цвета. Материал стенок, дна и ключа - листовой алюминий марки АД. М1.5х600х2000 ГОСТ 21631 - 76. Для плазменной резки применяют алюминиевые деформируемые отожженные листовые материалы. Таблица 1. Химический состав алюминиевых деформируемых отожженных листовых материалов по ГОСТ 21631 - 76 (ост. Al).
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||