|
Дипломная работа: Изготовление оригинального художественного изделияТаблица 2. Размеры листов при толщине 1.5мм в зависимости от марки сплава (мм.).
Технологические требования для алюминиевых листовых материалов применяемых для плазменной резки на станках с ЧПУ. 1). Листы из алюминия марок АД, АДОО, АМг2 изготовленные по ГОСТ 4784-74. 2). Для плакировок листов в зависимости от марки сплава применяют алюминий химическим составом: Таблица 3. Химический состав сплава для плакировки листов из сплава АД.
3). Толщина плакирующего слоя на каждой стороне листа от фактической толщины листа в % при плакировке: при толщине от 0.5 до 1.9мм - не более 1.5%. 4). Механические свойства должны соответствовать требованиям: временное сопротивление sв - 60МПа, относительное удлинение при l=11.3√F d% - 30. 5). Листы должны быть обрезаны по торцам под прямым углом. Косина реза не должна выводить листы за предельные отклонения по ширине и длине (+8 и +25). На кромках обрезанных листов не допускаются заусенцы и расслоения, надрывы и трещины. 6). Поверхность листов должна быть глянцевая или матовая без трещин, рванин, расслоений, пузырей, пережога, налета селитры, пятен карозионного происхождения, диффузионных пятен, шлаковых включений. 7). На лицевой стороне не допускаются светлые и темные полосы, параметры шероховатости не должны быть более Rа=1.25мкм на базовой длине 0.8мм по ГОСТ 2789-73. Материал ножек ларца. Ножки служат опорой для подвесного сундучка - светильника, придавая ему многофункциональность (возможность использования как подвесного, так и напольного варианта фонаря), но сам светильник изготовлен из алюминия и имеет очень малый вес, так что нет особых требований к прочностным свойствам сплава. Материал, стиль и назначение изделия предполагают использование недорогого сплава белого цвета. Для ножек используем литейный алюминиевый сплав. К литейным сплавам предъявляются высокие требования. Они должны обладать высокой жидкотекучестью, сравнительно небольшой усадкой, малой склонностью к образованию горячих трещин и пористости в сочетании с хорошими механическими и технологическими свойствами. Температура плавления алюминиевого сплава » 5500С. Температура заливки = 650 - 7200С Принимаем для данной отливки алюминиевый сплав первой группы АК12 (АЛ2). Выбор сплава обусловлен его литейными и механическими свойствами. Алюминиевые сплавы делятся на 5 групп:
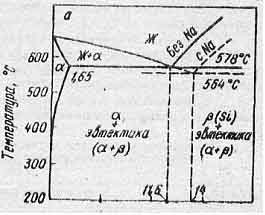
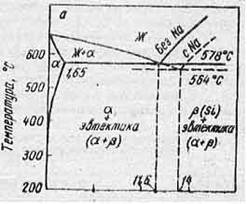
1). на основе Al - Si (силумины) 2). Al - Si - Cu 3). Al - Cu 4). Al - Mg 5). Al - Ti, Ni, Zn. К первой группе относятся такие сплавы, как АЛ2, АЛ9, АЛ34. Эти сплавы Рис.2. Диаграмма состояния Al-Si. широко распространены в связи с высокой жидкотекучестью, малой склонностью к образованию трещин. Сплавы этой группы имеют повышенную карозионную стойкость, высокую плотность. Из-за роста зерен с повышением содержания кремния перед заливкой сплав необходимо модифицировать солями NaCl, NaF. Cплавы второй группы АЛ3, АЛ5, АК7Н2, АЛ32. Из этих сплавов изготавливают отливки с повышенной твердостью, прочностью, стабильными размерами и точной геометрической формы. После легирования сплавов этой группы компонентами, содержащими от 4 до 8% Si и от 1 до 8%Cu, они обладают более высокими жаропрочными свойствами, малой линейной усадкой, но более склонны к образованию усадочной пористости и трещинообразованию при затрудненной усадке. Сплавы третьей группы АЛ7, АЛ19, АЛ33 обладают высокими механическими свойствами, но склонны к образованию усадочных трещин, обладают низкой жидкотекучестью. Сплавы четвертой группы АЛ8, АЛ13, АЛ23, АЛ27 имеют малую плотность, высокую карозионную стойкость и прочность. Их применяют для отливок работающих при вибрации. Литейные свойства этих сплавов низкие, повышенная склонность к окислению, образованию усадочных трещин, пониженной жидкотекучестью. Сплавы пятой группы АЛ1, АЛ11, АЛ21, АЛ25. АЛ30 применяют для изготовления отливок, работающих при повышенных температурах и давлении. Эти сплавы имеют склонность к образованию горячих трещин. Для художественных отливок обычно применяют сплавы 1 и 2 групп. Выбираем сплав первой группы - АК12 (АЛ2). Таблица 4. Состав АК12 по ГОСТ 2685 - 75.
2.3.1 Физико-механические свойства материала изделия Технологические свойства АК12 (АЛ2), по ГОСТ 2685 - 75. Предел прочности σв - 14 - 16 кг/см2 Относительное удлинение δ - 2-4% НВ - 50 кгс/мм2 Температура плавления 5770С. Температурный интервал кристаллизации 5770С. Температура литья 6680 - 7200С. Линейная усадка 0.9%. Жидкотекучесть при 7000С - 420мм. Склонность к газификации высокая. Коррозионная стойкость - хорошая Рабочая температура не более 2000С 2.3.2 Технология плавкиПеред плавкой печь или тигель тщательно очищают от остатков шлаков и металла от предыдущих сплавов. Тигли изложницы и плавильный инструмент (мешалки, шкребки) очищают от окалины, следов расплава и окрашивают защитной краской. Ковши подогреваются до 500 - 7000С. Загрузка шихты производится в нагретую до 700 - 7500 печь. Тигель греют до красного каления. В печь или тигель загружают подогретый черновой силумин - первичный или вторичный, пироплавкие лигатуры и отходы собственного производства. Магний вводят при температуре 720 - 7300С при помощи окрашенного колокольчика. Температура сплава не должна превышать 7500. Алюминиевые сплавы легко окисляются при расплавлении, насыщаются водородом и другими не металлическими включениями. При комнатной температуре алюминий покрывается тонкой 0.01 микрометров плотной пленкой окиси алюминия. При повышенной температуре, особенно выше температуры плавления алюминия (660.50С) толщина этой пленки возрастает. Плотность Al2O3 - 3.5г/см3, что выше плотности самого алюминия (2.71г/см3), а температура плавления 20500С. Al2O3 адсорбирует пары воды. Влага разрыхляет структуру окисной пленки и облегчает проникновение газов в металл. Кроме того, прочность пленки снижается, она разрывается, и ее частички опускаются вглубь. При неумелом перемешивании частички окиси алюминия распределяются по массе металла, вызывая ухудшение жидкотекучести и резкое снижение механических свойств. Для получения высококачественных сплавов плавку ведут под флюсом, применяют рафинирование и модифицирование. Покровные флюсы должны обладать меньшим удельным весом, чем металл, минимальной гигроскопичностью, легко отделяться от основного металла. Для сплавов алюминия применяются флюсы в виде смесей хлористых и фтористых солей. В зависимости от вида сплавов применяют три вида флюсов: Таблица 5. Состав флюсов для плавки алюминия.
Эти флюсы выпускают в виде таблеток. Принимаем для АЛ2 первый флюс. Рафинируют, дегазируют и модифицируют сплавы следующим порядком: на поверхность расплавленного сплава высыпают предварительно нагретый до 250 - 3000С флюс. Через 3 - 4 минуты образовавшуюся корку рубят и замешивают в течение 2 - 3 минут. Снимают этот флюс, замеряют температуру и заливают в формы. Для повышения качества металла можно провести дегазацию - процесс удаления газа из расплава. Этот процесс производится несколькими методами: 1. Выстаивание жидкого металла в атмосфере сухого азота. 2. Путем пропускания через расплав активных и инертных газов (гелий, азот). 3. Обработка расплава титановой стружкой. Рассчет литниково-питающей системы. Для литниково-питающих систем I типа применяют способ расчета по модулям охлаждения (приведенным толщинам). Исходными данными для расчета является модуль охлаждения массивного узла отливки и ее масса. Модуль охлаждения сечения питателя (отношение площади сечения питателя к его периметру) определяют по формуле: δn=24√δ30·G3√ln/δcт, где δ0-модуль охлаждения отливки или ее массивного узла (δ0=d/6=24/6=4); G - масса отливки, г (100г); ln - длина питателя, мм; δcт - модуль охлаждения сечения стояка (отношение площади сечения стояка к его периметру); δcт=24√δ30G3√ln/δn
Диаметр стояка dст находим, пользуясь известными G, δ0, ln по таблице. При весе отливки 100г, δ0=4, dст=30мм; δn (при ln=4мм) =3.75 Значение ln выбираем из условий сборки блоков моделей и отрезки отливок. Найдем площадь поперечного сечения питателя из формулы для расчета модуля охлаждения: Т.к. питатель имеет прямоугольную форму δ0=а·b·c/2 (a·c+a·b+b·c), где δ0= δn=3.75, b - длинна питателя = 4мм, с - ширина питателя = 3мм, тогда высота питателя, а = 2мм. Площадь питателя поперечного сечения питателя = a·c =2·3 = 0.6см2 Диаметр воронки=2.8 от диаметра стоякаDв=dст·2.5=30·2.5=75мм Высота воронки равна диаметру: hв=Dв=75мм Баланс металла. Масса отливок определяется по массе одной отливки и количеству отливок в форме: mотл=4·100=400гр. Масса литников и прибылей определяется расчетом объема литниковой системы по размерам и плотности сплава. mлс= Vлс·ρал2 (ρал2= 2.7г/см3) Vлс= Vп+Vст+Vв Vп=Sп·lп= 6·4= 0.24см3·4шт=0.96см3 Vст=π·r2·h= π·1.52·6.5= 45.9225см3 Vв=1/3·π·h· (r2+ r12+ r·r1) =1/3·π·7.5· (1.52+3.752+1.5·3.75) == 172.209375см3 Vлс= 0.96+45.9225+172.209375=219.091875см3 mлс= 219.091875·2.7=591.548≈592г Масса брака рассчитывается по принятому проценту брака от массы годных отливок, которая принимается в зависимости от сложности отливки и толщины ее стенок в пределах 3-5%. Принимаем процент брака - 3%: mб =400·3/100= 12г Скрап и сливы принимаем - 2%: mСС=1004·2/100= 20,08г Угар и безвозвратные потери в зависимости от рода сплава и типа плавильного агрегата 3-6%. Для сплава АК12 (АЛ2) и плавки в печах сопротивления принимаем - 5%: mу=1004·5/100= 50.2г Таблица 6. Баланс металла на одну форму.
Расчет шихты для плавки сплава методом подбора. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||