|
Доклад: Организация производства модулей домов на основе несъемной опалубки из пеноплистиролаОборудование предназначено для получения теплоизоляционных плит с плотностью 15…50 кг/м3 по ГОСТ 15588–86 «Плиты пенополистирольные». Для изготовления пенополистирольных плит используется полистирол вспенивающийся марок ПСВ-С или ПСВ по ГОСТ 301–05–202–92Е. Работа осуществляется в две смены, двумя линиями производства пенополистирола. Схема линии производства пенополистирольной опалубки приведена на ниже следующем рис. 4.1.
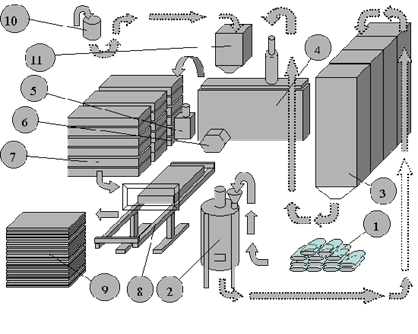
Рис. 4.1. Технология производства изделий из пенополистирола Согласно технологическому процессу гранулы 1 ПСВ поступают в приемную воронку предвспенивателя, расположенную в верхней зоне машины, а вспененные выходят через окно в нижней части цилиндрической емкости машины. В предспениватель 2 тангенциально вблизи днища подается пар. Гранулированный ПСВ вспенивается путем нагрева в предвспенивателе. Вспенивающий агент увеличивает первоначальный объем частиц примерно в 50 раз, оставаясь в замкнутых ячейках. При промежуточном хранении вспенивающий агент частично диффундирует из гранул, а на его место проникает воздух. Вспененные гранулы с помощью системы пневмотранспорта попадают в бункеры вылеживания. В бункере вылеживания 3 вспененные гранулы вылеживаются в течении суток для стабилизации давления внутри гранул. Вспенивающий агент частично диффундирует из гранул, а на его место проникает воздух После выдержки в бункере вспененные гранулы засыпаются в блок-форму 4 и подвергаются термической обработке насыщенным паром. Гранулы ПСВ еще раз увеличиваются в объеме. Так как это вторичное вспенивание происходит в замкнутом объёме, то происходит заполнение свободных зазоров между сферическими частицами с взаимной их деформацией в многогранники. Результатом этого процесса получается газонаполненный полистирольный пенопласт. После относительно короткого охлаждения формованная деталь приобретает заданные размеры. Готовые блоки из пенополистирола режутся с помощью специального установки для резки его на листы нагретой струной размером от 10 мм и выше. Складирование плит пенополистирола осуществляется согласно специально утверждённым правилам ГОСТ 15588–86. При формировании пакетов должны соблюдаться требования ГОСТ 21929–76 и ГОСТ 24510–80. Описание базовых узлов линии изделий из пенополистирола Предвспениватель Предназначен для первичного вспенивания гранул полистирола вспенивающегося не рассеянного методом тепловой обработки: ПСВ-СВ-НМ, рассеянного ПСВ-СВ-Р марок 1, 2, 3, 6 и других аналогичных марок. В качестве теплоносителя в устройстве используется водяной пар. Парогенерирующее оборудование должно обеспечивать давление от 5 до 6 атмосфер, и обладать паропроизводительностью не менее 200 кг/час.
Установка непрерывного формования блоков Парогенерирующее оборудование должно обеспечивать давление 5
до 7 атмосфер, паропроизводительность не менее 200 кг/час – при работе с
вакуумированием. Пневмоцилиндры итальянского производства «CAMOZZI». Для работы
пневмосистемы блокформы необходим компрессор
Станок для торцовой отрезки блоков пенопласта Технические характеристики станка торцевой отрезки
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||