|
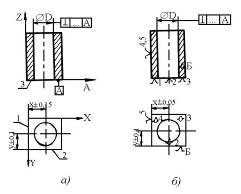
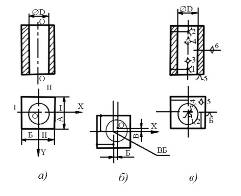
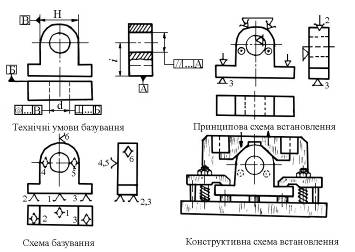
Дипломная работа: Основи базування деталей та заготовокДля забезпечення паралельності оброблюваної поверхні та технологічної бази остання повинна відбирати як мінімум два ступеня вільності, тобто бути напрямною базою, щоб забезпечити перпендикулярність – три ступеня вільності (установча база). Якщо за всіма координатами точність розмірів (умов) однакова, вид бази диктується її габаритними розмірами, зручністю практичної реалізації теоретичної схеми тощо. Виходячи з наведеного, у розглянутому прикладі прийнято за установчу базу поверхню 3, за напрямну базу – поверхню 2, за опорну базу – поверхню 1 (рис. 33, б). Приклад 2 Розробити теоретичну схему базування бруса при обробці отвору ØD (рис. 34, а).
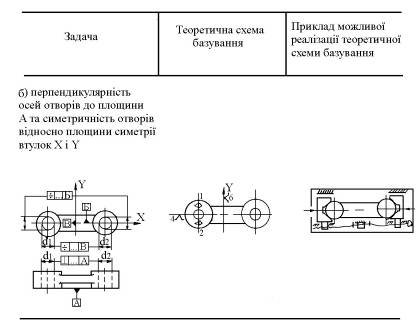
Рис. 3 Координація отвору (а) і теоретична схема базування заготовки при його обробці (б) Виходячи з розмірних зв’язків деталі, вимірювальними базами по координатах x, y, z є відповідно поверхні 1, 2, 3. Оскільки отвір ØD повинен бути перпендикулярним до поверхні 3, вона повинна бути установчою базою. У зв’язку з тим, що точність відстані отвору від поверхні 1 точніша, ніж від поверхні 2, поверхня 1 повинна бути напрямною, а поверхня 2 – опорною базою (рис. 34, б). Значно складніше розробляти теоретичну схему базування, коли вимоги до розташування розглядуваної поверхні задані неявно (в прихованому вигляді), або частина чи всі вимірювальні бази є неявними. Як правило, конструктор задає розмірні зв’язки в симетричних деталях, як це показано на рис. 35. Тим самим передбачається, що вісь отвору повинна збігатися з лінією перетину площин симетрії І–І і ІІ–ІІ зовнішнього контуру, тобто розміри Б і В дорівнюють нулю. А звідси до виявлення вимірювальної бази один крок: нею є лінія 0–0. Виходячи із службового призначення деталі оброблюваний отвір повинен розташовуватись паралельно граням деталі, а тому, враховуючи відносні розміри поверхонь деталі, лінія 0–0 повинна бути подвійною напрямною базою (рис. 35, в). Оскільки вимог до розташування отвору відносно торців не висувається, будь-який з них може бути прийнятий за опорну базу. Другою опорною базою є площина симетрії ОХ зовнішнього контуру (рис. 35, в), хоча може бути і площина ОY.
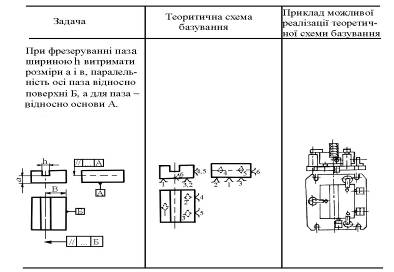
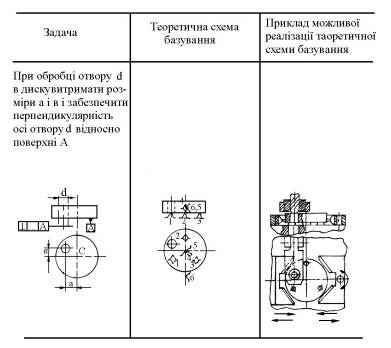
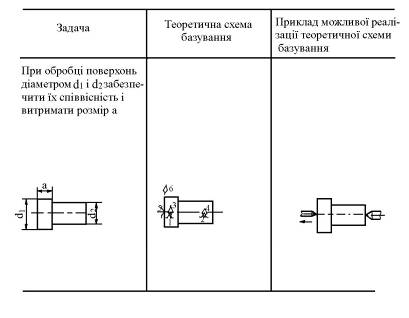
Рис. 35. До розробки теоретичної схеми базування з використанням умовних баз Якщо за службовим призначенням отвір ØD повинен більш точно розташовуватись відносно торцевої поверхні (бути перпендикулярним до неї), остання має бути установчою базою, а лінія 0–0 – подвійною опорною базою. 10. Приклади побудови та реалізації теоретичних схем базування На рис. 36–45 наведені приклади формулювання задач, побудови теоретичних схем та практичної їх реалізації для різних схем обробки деталей.
Рис. 36. Базування призматичної деталі при фрезеруванні поздовжнього паза
Рис. 37. Базування диска при свердлінні ексцентричного отвору
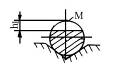
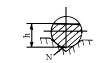
Рис. 38. Базування валика
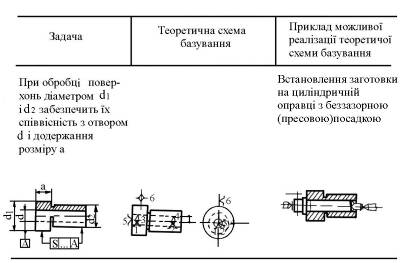
Рис. 39. Базування циліндричної деталі на оправці
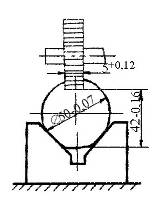
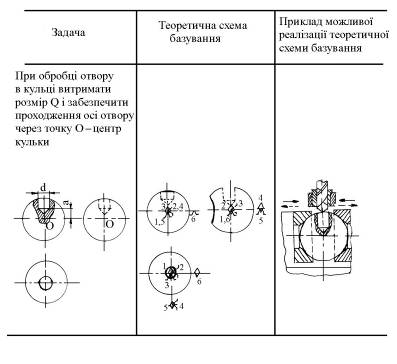
Рис. 40. Базування кульки при свердлінні у ньому центрального отвору
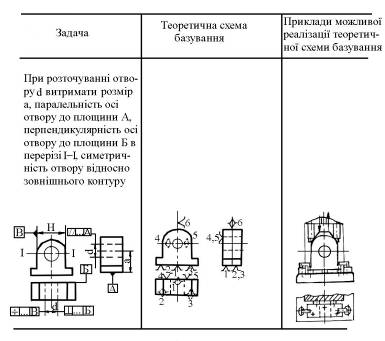
Рис. 41. Базування корпусу підшипника ковзання при розточуванні отвору
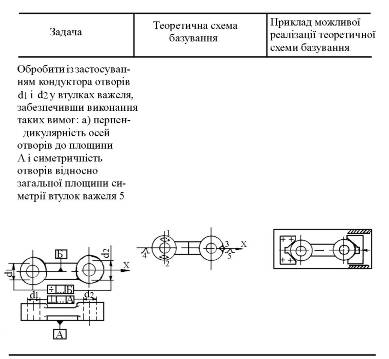
Рис. 42. Базування важеля (варіант 1)
Рис. 43. Базування важеля (варіант 2)
Рис. 44 Базування важеля (варіант 3)
Рис. 45. Базування важеля (варіант 4) 11. Встановлення заготовок у пристроях Процес встановлення заготовок у пристроях чи на верстаті полягає у їх базуванні (орієнтуванні) та закріпленні. Раніше було вказано, що для точної обробки заготовки необхідно правильно її розташувати по відношенню до пристосувань верстата, які визначають траєкторію руху подачі оброблювального інструмента, забезпечити постійність контакту баз з опорними точками і повну нерухомість заготовки відносно пристрою в процесі її обробки. Перша задача розв’язується технологом при побудові теоретичної схеми базування заготовки, що визначає необхідне для розв’язання даної технологічної задачі число та розташування ідеальних зв’язків і опорних точок, а також визначає відповідні базові поверхні заготовки. При проектуванні пристрою конструктор по оснащенню повинен передбачити створення та розташування опор для базування заготовки в точній відповідності зі схемою базування, створеною технологом. При оформленні робочої технологічної документації (операційні карти) для спрощення та скорочення роботи технолога рекомендується замість теоретичних схем базування наносити на операційні ескізи умовні позначення опор, затискачів і установчих пристосувань, які матеріалізують в реальних пристроях ідеальні опорні точки. Умовні позначення опор, затискачів та установчих пристосувань, що відповідають державному стандарту, наведені в [6, додаток 6]. В необхідних випадках в операційних ескізах для позначення базових поверхонь також допускається застосування позначення. Для спрощення ескізу окреме зображення декількох однойменних опор чи опорних точок, розташованих на одній базуючій поверхні, для виду збоку може бути замінене одним символом із вказанням справа від нього кількості однойменних опор, необхідних для орієнтування даної поверхні у вигляді:
Позначення опор на виді зверху наносяться на ескізах окремо одне від одного у відповідності з прийнятим їх розміщенням. Друга задача, тобто забезпечення контакту базових поверхонь заготовки з опорними точками пристрою та повної нерухомості заготовки відносно пристрою в процесі її обробки, розв’язується при конструюванні пристрою створенням необхідних затискних пристосувань. На відміну від базування заготовки, коли на неї накладається різне число зв’язків і вона позбавляється трьох, чотирьох, п’яти чи шести ступенів вільності, у всіх випадках закріплена заготовка повинна бути позбавлена всіх шести ступенів свободи. Закріплення (затискання) заготовки грунтується на використанні фрикційних зв’язків, що реалізуються в затискних пристосуваннях з різноманітними джерелами сили (механічними, гідравлічними, пневматичними, магнітними, вакуумними тощо). На рис. 46 показаний приклад відповідної формалізації конструкторського рішення встановлення і базування з використанням умовних позначень згідно з [6, додаток 6].
Рис. 46. Приклад формалізації конструкторського рішення встановлення і базування з використанням умовних позначень 12. Похибки встановлення заготовок Оскільки процес встановлення заготовок в пристроях чи на верстаті полягає у їх базуванні та закріпленні, то очевидно, похибку встановлення заготовки можна визначити як суму похибки базування та похибки закріплення, тобто:
де εб, εз – похибки базування і закріплення. Похибка встановлення – це відхилення фактично досягнутого положення заготовки чи виробу при встановленні від потрібного. Похибка базування – це відхилення фактичного досягнутого положення заготовки чи виробу при базуванні від потрібного. Похибка закріплення – це відхилення досягнутого положення заготовки чи виробу при закріпленні від потрібного. Очевидно, якщо послідовно встановлювати безліч тіл відносно систем координат кожного наступного тіла, то в результаті створюється ланцюг координатних розмірів, і похибка встановлення останнього тіла відносно вихідної системи координат визначає похибку замикальної розмірної ланки. Отже, згідно з теоріями базування і розмірних ланцюгів, вказана похибка визначається наступною сумою:
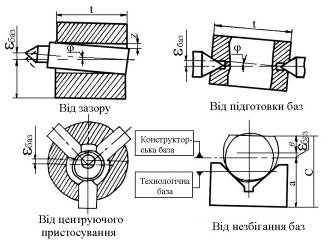
де n – кількість ланок розмірного ланцюга. Відомо, що потрібне положення елементів механічної системи відносно вибраних систем координат визначається накладанням геометричних зв’язків, виражених координатними розмірами, наприклад, для шара, рух якого обмежений двома площинами [5]: zc = r чи zc – r = 0, де zc – координата центра шара; r– радіус шара, що визначає значення координати центра шара, і тим самим його положення. Виходячи з цього, значення похибки базування визначається відхиленням накладених розмірних зв’язків від потрібних – нормованих значень. Відповідно потрібні значення координуючих розмірів визначаються нормованими значеннями і допустимими їх відхиленнями (допусками), вказаними в конструкторській та технологічній документації. Звідси випливає, що сумарно похибка встановлення відносно вибраної системи координат визначається характеристикою відповідного розмірного ланцюга встановлених елементів (заготовок чи виробів). При цьому похибки закріплення та базування, які визначають похибку встановлення, виникають у зв’язку з такими фактичними причинами (див. рис. 47) [5]. 1. Теорія базування відноситься до твердих тіл [4]. Реальні заготовки чи вироби не є абсолютно твердими тілами. Контактні та об’ємні деформації, які під дією сил і моментів сил закріплення змінюють положення тіл, що базуються, визначають відповідну похибку. Очевидно, що контактні деформації обернено пропорційні площі контакту опор, затискачів і установчих елементів. При даній силі закріплення зменшення площі контакту призводить до зростання тисків, і відповідно, до збільшення деформацій та похибки закріплення. Звичайно похибку закріплення розраховують за емпіричною залежністю деформації від сил із врахуванням діючих сил, твердості та розмірів контактуючих тіл (опор, затискачів та установчих елементів).
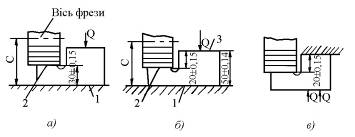
Рис. 47. Похибки базування 2. При базуванні потрібне положення баз, що утворюють системи координат, визначаються геометричними зв’язками (координатними розмірами), накладеними на точки, які належать ідеальним лініям чи поверхням, вказаним в конструкторській чи технологічній документації. Деталі машин, заготовки чи вироби обмежені реальними поверхнями і лініями, які мають певний рельєф і профіль, що не враховуються при ідеалізованому представленні тіл. Наявність у реальній базі точок, що не лежать на ідеальній лінії чи різновіддалених від ідеальної поверхні, призводить при базуванні та накладанні реального фізичного зв’язку до появи відповідної похибки базування. Якщо базування здійснюється не по опорних точках, а по поверхні, то похибка базування буде тим більшою, чим більше відхилення розмірів і форми конструктивних елементів, що виконують функції баз. Як наслідок, базування за допомогою точкових опор краще за поверхневе сполучення. З тієї ж причини похибка базування буде тим меншою, чим більше напрямні бази наближаються до прямої лінії, а опорні – до точок. Проте при цьому необхідно враховувати, що точність положення заготовок чи виробів при їх установленні залежить не тільки від похибки базування, але й від деформацій закріплення, вказаних вище, які обернено пропорційні площі контакту. В технологічних системах при незбіганні технологічних і вимірювальних чи конструкторських баз, від яких задається потрібне положення, в ланцюг елементів технологічної системи включаються додаткові системи координат, створюючи розмірні ланцюги. Результуюча похибка визначається відповідною сумою відхилень розмірів, похибок форм і закріплень. 3. Наявність зазорів у з’єднаннях чи посадках при встановленні заготовок чи виробів визначає відхилення фактичного положення від потрібного і характеризує відповідну складову похибки базування (див. рис. 47). Для виключення впливу зазорів і похибки баз на точність встановлення використовують приховані бази центрування заготовок і виробів по площинах, осях і точках симетрії. Похибка базування в цьому випадку зв’язана тільки з точністю центрування та відповідною характеристикою розмірного ланцюга, в яку входить розмір, що розглядається. Відхилення кутового і лінійного положень поверхні та ліній, що виконують функції базових площин і осей, є причинами похибки базування. Вони визначають відповідну точність координатних систем базування. Накладання потрібних координатних розмірів на точки базових систем координат визначає відповідні геометричні зв’язки, положення баз і тим самим тіл, що базуються. Отже, чим менше відхилення від кутового положення площин і ліній, що виконують функції координатних площин і осей, тим менша похибка базування. Чим більша відстань між реальними опорами, тим також менша похибка базування (див. рис. 47). В кожному конкретному випадку відповідна схема базування і встановлення визначає ті чи інші вказані причини і похибку. 13. Приклади розрахунку похибок базування 13.1 Похибки базування при встановленні заготовки на площину Причини виникнення та приклад розрахунку похибки базування розглянемо за допомогою схеми, показаної на рис. 48.
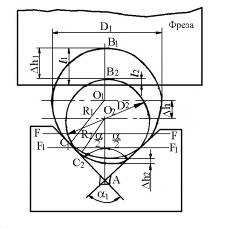
Рис. 48. Схеми для розрахунку похибки базування при встановленні заготовок на площину Для розміру 30±0,15 мм (рис. 48, а) площина 1 є технологічною і конструкторською (вимірювальною) базами одночасно, похибка обробки за цим розміром буде визначатись тільки точністю методу обробки. Для розміру 20±0,15 мм (рис. 48, б) площина 1 є технологічною базою, а площина 3 – конструкторською (вимірювальною), і на точність цього розміру буде впливати не тільки точність методу обробки, а й допуск попередньо виконаного розміру 50±0,14 мм. Розглянемо, як це відбувається. Налагоджувальний розмір С, а отже, і положення фрези при обробці поверхні 2 залишається незмінним (С = const), а вимірювальна база 3 при обробці партії заготовок коливається відносно леза фрези в межах допуску 0,28 мм на базисний розмір 50 мм, який отриманий на попередній операції. Допуск на базисний розмір і буде похибкою базування εб = 0,28 мм. З наведеного випливає, що при встановленні заготовки на площину, яка є конструкторською базою, похибка базування дорівнює нулю. При встановленні заготовки на площину, яка не є конструкторською базою, похибка базування дорівнює допуску на розмір, що безпосередньо зв’язує технологічну і конструкторську бази. У загальному випадку, коли технологічна та вимірювальна бази не паралельні (кут між ними рівний a), вона визначається залежністю: εб = Тcosα. Отже, для усунення похибки базування по розміру 20±0,15 мм його потрібно обробляти за схемою встановлення заготовки (рис. 48, в). Типові схеми встановлення заготовок на площину та відповідні похибки базування наведені в [3, табл. 13.1]. 13.2 Похибка базування при встановленні заготовки по зовнішній циліндричній поверхні на призму Технологічною базою при такому встановленні (рис. 49) є площина, яка проходить через твірні дотику циліндра з робочими поверхнями призми. Вимірювальні бази відповідно до заданих розмірів – твірна М, вісь О, твірна N (табл. 2). При коливанні діаметра в партії заготовок в межах допуску TD від D до (D – TD) технологічна база займає положення відповідно F–F і F1–F1 (рис. 49). Таким чином, у всіх випадках має місце похибка базування внаслідок несуміщення баз.
Рис. 49. Схема
для визначення похибок базування валів Величину похибки базування визначимо з рис. 49, на якому показане послідовне встановлення в призму оброблюваних валів із найбільшим D1 та найменшим D2 граничними розмірами. Визначимо відстань Δh1 між верхніми точками граничних діаметрів валів, відстань Δh2 між нижніми точками граничних діаметрів валів і відстань Δh між осями. Зазначені відстані є похибками базування відповідних розмірів валів при встановленні за схемою, зображеною в табл. 2. За геометричною побудовою (рис. 49) похибки базування будуть рівними:
Аналогічно визначимо:
де
Т – допуск діаметра бази. Підставляючи в (5) значення кутів призми відповідно 60º, 90º, 120º і 180º, одержимо значення коефіцієнтів К, наведені в табл. 2. Таблиця 2 Значення коефіцієнта
Отже, з формул (2)–(4) видно, що похибка базування при встановленні валів у призму залежить від допуску базової поверхні і кута призми. Типові схеми встановлення заготовок на зовнішню циліндричну поверхню та перпендикулярну до її осі площину і відповідні похибки базування наведені в [3, табл. 13.2]. ПрикладВизначити похибку базування при фрезеруванні паза (рис. 50), якщо вал встановлений у призмі з кутом α = 90º.
Рис. 50. Схема встановлення вала при обробці шпонкового паза Розв’язанняЗа табл. 2 знаходимо, що задання розміру глибини паза відповідає схемі 2. Для кута α = 90° коефіцієнт К = 0,21. Тоді за формулою (2): εб = 0,21 · 0,07 ≈ 0,015 мм. 13.3 Похибка базування при встановленні за отвором Похибка базування при встановленні за циліндричним отвором на жорстку оправку з’являється внаслідок наявності зазору між отвором і оправкою. Конструкторською базою в даному випадку є вісь отвору, а технологічною базою – поверхня отвору. Незбігання баз внаслідок наявності зазору і призводить до появи похибки базування: εб = Smax = Smin + TA + TB, (6) де Smax, Smin – максимальний і мінімальний зазори між отвором заготовки і оправкою; ТА, ТВ – відповідно допуск на діаметр отвору і оправки. Максимально можливе незбігання осей отвору та осі обробленої зовнішньої поверхні (ексцентриситет) при цьому дорівнює: e = 0,5εб. Приклад Чистове
шліфування зовнішньої циліндричної поверхні (рис. 51) виконується на оправці з
посадочним діаметром 25-0,014 мм. Базовий отвір має розмір Æ25 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 (2)
(2)