|
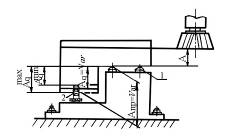
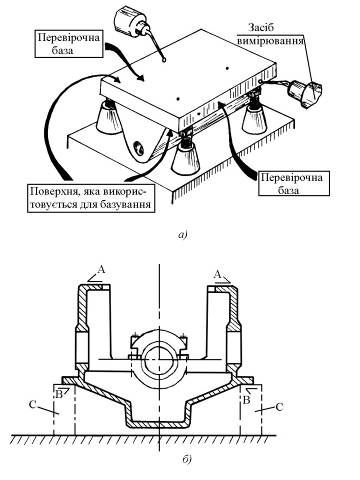
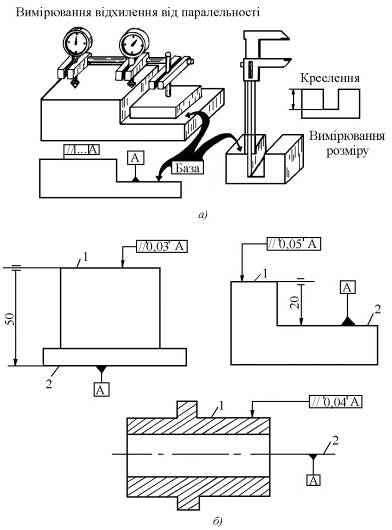
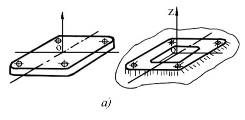
Дипломная работа: Основи базування деталей та заготовокЯк перевіркові бази часто використовують оброблювані поверхні (наприклад, при розточуванні отворів у виливках, обробці напрямних у станин верстатів тощо). При цьому припуски розподіляються рівномірно, полегшуються умови різання та зменшується час обробки. Часто використовуються всілякі штрихи та керни. Цей метод застосовується при обробці, коли необхідно витримати взаємне положення поверхонь з високою точністю (наприклад, центруюча різь в оправі мікрооб’єктива). Переваги перевіркових баз залишаються такими ж і при складанні виробів. Практика показує, що перевіркова технологічна база, яка застосовується при складанні та механічній обробці, може бути матеріальною (уявною) або умовною (прихованою). В останньому випадку вона матеріалізується за допомогою ватерпасів, оптичних коліматорів та інших пристосувань.
Рис. 16. Перевіркові бази (а) та використання перебіркової бази при розточуванні фундаментальної рами двигуна (б) Вимірювальна база (ВБ) – це база деталі або складальної одиниці, від якої виконується відлік виконуваних розмірів при обробці або складанні виробу чи перевірка відносного розташування поверхонь деталі чи елементів виробу (рис. 17) [5]. Вимірювальна база на кресленні зв’язана з контрольними поверхнями деталі безпосередніми розмірами або певними умовами. Звичайно вимірювальна база збігається з конструкторською. Якщо ВБ представляє собою матеріальну поверхню, то вимірювання виконують звичайними прямими методами вимірювання, якщо ВБ – уявний елемент (бісектриса кута, осьова лінія, площина симетрії тощо), то вона матеріалізується за допомогою допоміжних деталей (штирів, пальців, валиків, натягнутих струн тощо), оптичних установок (коліматорів) та інших пристроїв.
Рис. 17. Вимірювальні бази: 1 – досліджувана (вимірювальна поверхня); 2 – вимірювальна база базування твердий тіло За позбавленими ступенями вільності база, як відмічалося раніше, може бути установчою, напрямною, опорною, подвійною напрямною, подвійною опорною. Кількість ступенів вільності, що їх може відібрати у деталі база, залежить від виду і розмірів її поверхні (табл. 1). Таблиця 1Кількість ступенів вільності, що відбирається у деталі в залежності від виду і розміру поверхні бази
За характером прояву бази поділяють на явні та приховані (див. 18–20) [5].
Рис. 18. Установча напрямна та опорна явні бази
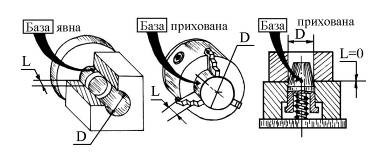
Рис. 19. Подвійна опорна база (явна і прихована) Явна база – це база заготовки чи виробу у вигляді реальної поверхні, розмічального штриха або точки перетину штрихів. Прихована база – це база заготовки або виробу у вигляді уявної площини, осі або точки (площина симетрії, вісь, точки). Базування по площинах симетрії, лініях або точках їх перетину реалізується за допомогою центруючих пристроїв (рис. 20).
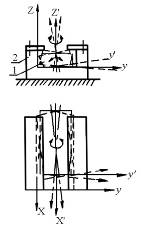
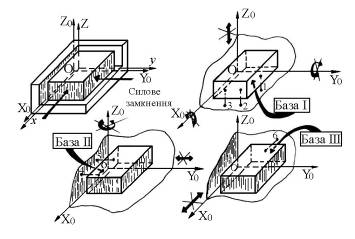
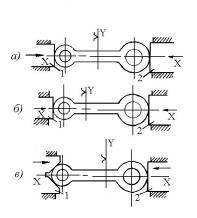
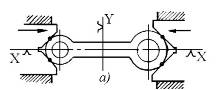
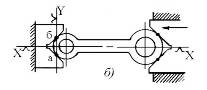
Рис. 20. Установчо-затискні центруючи пристосування Явні та приховані бази При використанні для встановлення і закріплення деталей самоцентруючих пристроїв прихованою базою є вісь чи площина симетрії деталі, відносно якої переміщаються з однаковою швидкістю центруючі елементи пристрою. При встановленні в центрах прихована база – це вісь центрових отворів заготовки, яка повинна збігатись з лінією центрів верстата чи пристрою. Для надання положення тілу з використанням його площин симетрії або осей поверхонь зв’язки повинні бути накладені безпосередньо на площини симетрії, осі, лінії або точки їх перетину. Використання прихованих баз розглянемо та такому прикладі [5]. Кришка 1 (рис. 21, а) має можливість в процесі монтажу переміщатись за рахунок зазорів між поверхнями отворів під кріпильні болти та їх стрижнями у напрямку осей X та Y і обертатись навколо осі Z. Тому у кришці 1 і корпусі 2, на який вона монтується, обробляється по одній поверхні замість трьох. Отже, для того щоб правильно встановити кришку відносно литого корпусу, на який вона монтується, необхідно використати приховані бази у вигляді двох уявно проведених по осях симетрії координатних площин XOZ та YOZ. Ці дві координатні площини доводять загальну кількість баз корпусу 2 до трьох. Те ж саме треба зробити і з кришкою 1. Отримавши тим самим координатні системи кришки і фланця корпусу, можна правильно встановити кришку при монтажу шляхом суміщення баз кришки з базами фланця корпусу. Ці ж бази (приховані) необхідно використовувати також і при свердлінні отворів в кришці та фланці корпусу.
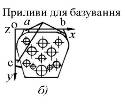
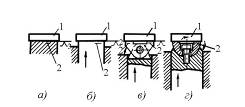
Рис. 21. Використання (а) та матеріалізація (б) прихованих баз Прикладом матеріалізації баз може бути кришка (рис. 21, б), у якій дві координатні приховані бази матеріалізовані: ХО – за допомогою двох точок, розташованих на двох приливах а і b; YО – за допомогою точки, розташованої на приливі с. Матеріалізація прихованих баз призводить до появи явних баз, необхідних для точного визначення положення деталі та скорочення часу, який на це витрачається. Найменування баз можуть бути повними і скороченими. Повне найменування баз повинне складатися із термінів виду баз, що відповідають окремим класифікаційним ознакам і розташовані у такому порядку: за призначенням, позбавленими ступенями вільності, характером прояву, наприклад, основна установча явна база, технологічна напрямна прихована база, вимірювальна опорна явна база. Коротке найменування баз складається з частки термінів виду баз, наприклад, основна база, технологічна напрямна база, вимірювальна явна база. 6. Базуюча роль напрямних затискачів [6] Раніше було вказано, що затискачі при закріпленні заготовки створюють з нею фрикційні зв’язки і, забезпечуючи нерухомість заготовки, не беруть участі в її базуванні і не змінюють числа ступенів вільності. Це справедливо стосовно до звичайних “вільних” затискачів, тобто до затискачів типу прихватів, ексцентриків, гвинтів і под. Проте при використанні невільних затискачів, які здійснюють цілком певний і точно спрямований рух, а також при застосуванні самоцентруючих затискачів та пристосувань вони можуть накладувати на заготовку позиційні зв¢язки, тобто базувати заготовку, позбавляючи її відповідного числа ступеней свободи, яке залежить від розмірів і форми притискної поверхні. Коли заготовка 1 встановлюється на нерухому базуючу площину 2 (рис. 22, а.), то (у відповідності з рис. 5, 6) вона позбавляється трьох ступенів вільності (можливості переміщатись вздовж осі Z і обертатись навколо осей X та Y. Якщо базуюча площина 2 не є нерухомою, а представляє собою торцеву поверхню повзуна притискача, який переміщується по напрямних паралельно осі Z (рис. 22, б), то зв’язок, що обмежував переміщення вздовж цієї осі, виявляється знятим, і заготовка при базуванні на торці рухомого повзуна позбавляється тільки двох ступенів вільності.
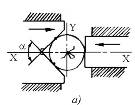
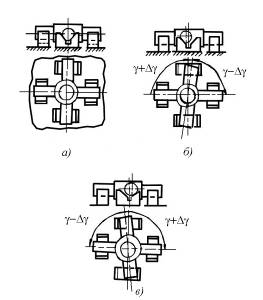
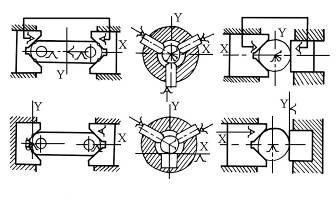
Рис. 22. Закріплення призматичної заготовки 1 направленими затискачами Якщо базову площину 1 розмістити на поверхні проміжної деталі (гойдалці), вісь обертання якої укріплена на повзуні паралельно осі Y (рис. 22, в), то базова площина набуде ще одного ступеня вільності – можливості обертання навколо осі Y. В результаті (при такій конструкції затискача) заготовка, що базується, позбавляється при закріпленні тільки одного ступеня вільності (можливості обертання навколо осі Х). При заміні гойдалки сферичною опорою (рис. 22, г) затискач не накладає на заготовку ніяких додаткових зв’язків і функціонує як вільний затискач. Загальне число зв’язків n, що накладаються на заготовку при закріпленні направленим затискачем (тобто число ступенів вільності, яких позбавляється заготовка, що базується), може бути визначене за формулою: n = m – k, (1) де m – число опорних точок робочої поверхні (поверхні контакту) затискача; k– число ступенів вільності робочої поверхні затискача. За допомогою напрямних затискачів може бути досягнуте центрування положення заготовок в пристроях. При зустрічному русі двох напрямних точкових (сферичних) затискачів кожний з них окремо не накладає на заготовку додаткових позиційних зв’язків, проте у сукупності вони створюють один двосторонній зв’язок і позбавляють заготовку одного ступеня вільності у напрямку свого переміщення Х. При однаковій швидкості зустрічного руху затискачів і однаковій формі затискних поверхонь точка прикладання цього зв’язку розташується на перетині траєкторії руху затискачів по осі Х з площиною симетрії Y (рис. 23, а), яка може вважатися у цьому випадку умовною (прихованою) базою і на якій проставляється символічне позначення зв’язку, що накладається. При цьому здійснюється одноступеневе центрування заготовки, при якому одна її площина симетрії Y суміщається з площиною симетрії, утвореною установчими елементами пристрою. Якщо швидкість переміщення затискача 1 виявиться більшою, ніж швидкість переміщення затискача 2 (рис. 23, б), або якщо при рівній швидкості затискачів 1 і 2 один з них виконаний у формі призми, положення умовної бази зміщується із положення площини симетрії по довжині заготовки (рис. 23 б, в). При двоступеневому центруванні, коли дві взаємно перпендикулярні площини симетрії заготовки суміщаються з двома взаємно перпендикулярними площинами симетрії, утвореними установчими елементами пристрою, дві затискні призми рухаються з однаковою швидкістю назустріч одна одній (рис. 24, а). При цьому кожна з призм (у відповідності з формулою (1)) позбавляє заготовку одного ступеня вільності у напрямку, перпендикулярному до осі Х (умовна база), і обидві вони у сукупності позбавляють заготовку одного ступеня вільності у напрямку осі Х з накладанням зв’язків на умовну базу – площину симетрії Y. Таким чином, самоцентруючі затискачі позбавляють заготовку трьох ступенів вільності.
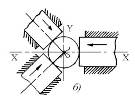
Рис. 23. Закріплення заготовки при зустрічному русі двох направлених точкових затискачів Якщо одна з призм центруючого затискача є нерухомою (рис. 24, б), то загальне число опорних точок, розміщених на умовних базах заготовки, зберігається рівним трьом, проте положення умовної бази по осі Y переміщується із положення площини симетрії (рис. 24, а) в положення площини, в якій лежать точки а і б фактичного контакту нерухомої призми із заготовкою.
Рис. 2 Двоступеневе центрування заготовки при використанні призм Двоступеневе центрування заготовок типу диска може бути з успіхом здійснене при зустрічному русі призми і плоского затискача (рис. 25, а), коли швидкість руху призми νпр більше швидкості плоского затискача νпл:
При заміні призми двома повзунами створюється схема звичайного трикулачкового патрона (рис. 25, б). Кожний з повзунів представляє собою направлений затискач, який стикається із заготовкою в одній точці, і у відповідності із формулою (1) сам по собі не позбавляє заготовку ні одного ступеня вільності, але сукупність трьох кулачків, які переміщуються з однаковою швидкістю до центра, позбавляє заготовку двох ступенів вільності (можливості руху вздовж осей Х і Y). Умовною базою заготовки в обох випадках (рис. 25) є центральна точка заготовки.
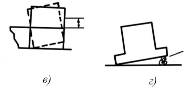
Рис. 25. Двоступеневе центрування заготовки при заміні призми двома повзунами У всіх розглянутих випадках базування направленими затискачами (рис. 22–25) фактична орієнтація (базування) заготовок здійснюється по матеріальних поверхнях заготовок і затискачів, забезпечуючи потрібне при даних операціях розташування в пристроях осьових ліній, площини симетрії та інших умовних (прихованих) баз. Тому, точно кажучи, в цих випадках приховані бази не є базами у вірному розумінні цього слова, оскільки вони нічого не базують, а тільки допомагають створенню конструкції пристроїв, потрібної для розв’язання даних технологічних задач. 7. Визначеність та невизначеність базування Під визначеністю базування розуміють незмінність положення деталі у вибраній системі координат під час роботи в машині, у процесі виготовлення або вимірювання. Визначеність базування забезпечується прикладанням до деталі сил, що створюють силове замикання. Сили і моменти, які створюють силове замикання і забезпечують неперервність контакту, повинні бути більшими за сили і їх моменти, що спрямовані на порушення цього контакту в процесі роботи деталі в машині або в процесі її обробки. Без дотримання цієї умови неможливе виконання деталлю службового призначення і виключене досягнення потрібної точності деталі в процесі її обробки. Сили, які створюють і зберігають контакт між сполучуваними поверхнями з’єднуваних деталей, завжди повинні бути прикладені раніше сил, які прагнуть порушити контакт. Таким чином, визначеність базування характеризується безперервним збереженням контакту. Якщо контакт порушується, виникає невизначеність базування. Під невизначеністю базування деталі розуміється поодинока або багаторазова зміна потрібного положення деталі відносно вибраної системи координат. Невизначеність базування завжди породжує додаткову похибку відносного положення або руху деталі. З цим доводиться рахуватись у випадку рухомих з’єднань деталей, коли деталі для виконання її службового призначення в машині залишається один або декілька ступенів вільності. Наприклад, повзун кувальної машини для виконання свого службового призначення повинен мати можливість рухатись вздовж осі ОХ, а для цього мати один ступінь вільності (рис. 26). Крім цього, повинен бути зазор між повзуном і напрямною. Наявність зазору дає можливість повзун займати під дією робочих сил і моментів цілий ряд невизначених положень.
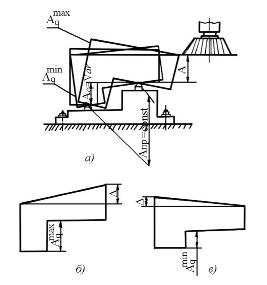
Рис. 26. Невизначеність базування повзуна: 1 – повзун; 2 – напрямна Невизначеність базування заготовки при обробці впливає на точність розташування оброблених поверхонь відносно технологічних баз (рис. 27).
Рис. 27. Невизначеність базування заготовки при обробці та її вплив на точність обробки Для забезпечення визначеності базування необхідно ретельно відпрацьовувати допуски з’єднань при конструюванні, а при виготовленні правильно базувати і закріпляти заготовку (рис. 28). На виробництві з метою спрощення встановлення заготовки в ряді випадків виконують базування з надмірними (надлишковими) зв’язками. Так, при протягуванні торців хрестовини і наступному зацентруванні проводять базування по чотирьох циліндричних поверхнях (рис. 29, а).
Рис. 28. Забезпечення визначеності базування за рахунок використання регульованої опори у пристосуванні: 1 – нерухомі опори; 2 – регульована опора
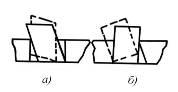
Рис. 29. Схема встановлення хрестовини на чотири призми (а) і невизначеність базування при цьому (б, в) Як відомо, коротка циліндрична поверхня позбавляє двох ступенів вільності, а оскільки таких поверхонь чотири, на заготовку накладається всього вісім зв’язків, тобто два надмірні. Це призводить до невизначеності базування заготовки та її деформації під дією сил закріплення (рис. 29 б, в). 8. Зміна баз Під зміною баз розуміють заміну одних поверхонь деталей, заготовок або складальних одиниць машини, які використовуються як бази, іншими. Розрізняють організовану і неорганізовану заміну баз. Під організованою заміною баз розуміють заміну, якою керують. Неорганізована заміна баз відбувається випадково, або без керування цим явищем (наприклад, при закріпленні заготовки у звичайних затискних лещатах) (див. рис. 30).
Рис. 30. Схема встановлення та закріплення деталі в лещатах Причинами заміни є: · похибки геометричної форми заготовки (рис. 30, 31, а); · неправильне розташування і похибки установчих елементів (рис. 31, б); · неправильне прикладання і послідовність прикладання затискних сил (рис. 31, в); · недостатня кваліфікація робітника (рис. 31, г).
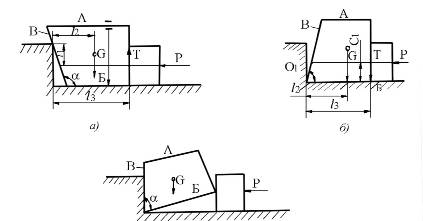
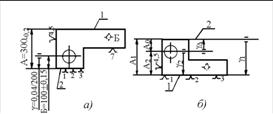
Рис. 31. Неорганізована зміна баз з різних причин: а – похибки геометричної форми заготовки; б – неправильне розташування і похибки установочних елементів; в – неправильне прикладання і послідовність прикладання затискних сил; г – недостатня кваліфікація працюючого Необхідність в організованій зміні однієї або декількох баз виникає в таких випадках: · неможливість обробки всіх поверхонь деталі з одного встановлення; · неможливість використання вимірювальної бази як технологічної, або коли для цього потрібні складні, незручні пристосування; · коли виникає можливість досягти потрібну точність більш простим, зручним і економічним шляхом. Однак, необхідно пам’ятати, що будь-який перехід з одних баз на інші збільшує накопичення похибок відносного розташування поверхонь, тому кожна заміна бази завжди зв’язана зі заміною однієї ланки розмірного ланцюга двома новими, тобто збільшенням кількості ланок. За необхідності одні технологічні бази можуть бути організовано заміненими іншими з обов’язковим виконанням наступних дій: 1. Встановлення розмірних зв’язків між поверхнями попередньої та нової баз. 2. Встановлення розмірних зв’язків між оброблюваною поверхнею та новою вибраною технологічною базою. 3. Виявлення технологічних розмірних ланцюгів в тих координатних площинах, в яких відбувається зміна баз. Виконання необхідних розрахунків виявлених технологічних розмірних ланцюгів. ПрикладПри фрезеруванні поверхні 1 корпусу (рис. 32, а) однією з технологічних баз прийнята поверхня 2 – вимірювальна база для поверхні 1 (від неї заданий на кресленні розмір А). При обробці отвору (рис. 32, б) вирішено змінити одну з баз і замість поверхні 2 прийняти поверхню 1.
Рис. 32. До зміни баз Розв’язанняРозмірні зв’язки між поверхнею 1 і поверхнею 2 – А1, γ1. Зв’язки між оброблюваним отвором і новою базою – поверхнею 1 – А2, γ2. Замикальними ланками технологічного розмірного ланцюга А і γ будуть розмір Б і поворот γ (рис. 32). Визначимо технологічні розміри А2 і γ2: A2 = A1 – AΔ = 300 –100 = 200 мм;
Тоді А2 = 200±0,05 мм.
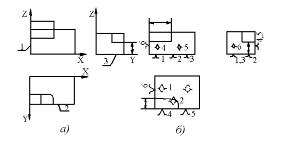
Δм = 0,2 мм/300 мм Тоді Таким чином, щоб створити можливість переходу на нову технологічну базу без шкоди для забезпечення потрібного положення отвору відносно поверхні 1, необхідно так побудувати технологічний процес, щоб відхилення на ланках А1, А2, γ1, γ2 не виходили за межі розрахованих, що буде у випадку, коли допуски розмірів Б і γ (рис. 32, а) досить широкі. 9. Побудова теоретичної схеми базування Перш, ніж вибрати і реалізувати ту чи іншу схему базування, необхідно чітко сформулювати задачу, яка повинна бути розв’язана на операції, що розглядається, тобто задача повинна виступати в ролі причини, а схема – в ролі наслідку. На практиці часто на одній і тій же операції розв’язується декілька задач: забезпечення декількох розмірів, відстаней, поворотів. Чим більше розв’язується задач, тим складніша схема базування. Розробка схем базування – одна із основних задач забезпечення технологом потрібної якості виробів. Тому оволодіння практикою побудови схем базування є одним із важливіших моментів у становленні технолога як фахівця. Таке вміння дається не відразу. Тут потребуються певні навички. Тому в цьому параграфі ми розглянемо деякі практичні рекомендації і декілька типових схем базування. Теоретична схема базування розробляється, як правило, виходячи з того, що технологічною базою за кожною з координат повинна бути вимірювальна база. Приклад 1 При обробці вибірки у деталі, зображеній на рис. 33, а, базами повинні бути: по координаті Х – поверхня 1, по координаті Y – поверхня 2, по координаті Z – поверхня 3, оскільки з ними оброблювані поверхні зв’язані безпосередніми розмірами. Кількість ступенів вільності, що відбираються, диктується службовим призначенням деталі, яке виражається точністю розмірів і умов за взаємним розташуванням.
Рис. 33. Координація поверхонь уступу (а)і теоретична схема базування заготовки при обробці (б) Чим точнішими умовами зв’язана поверхня з вимірювальною базою, тим більшу кількість ступенів вільності остання повинна відібрати у заготовки чи деталі при базуванні. |
|
|||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 .
.