|
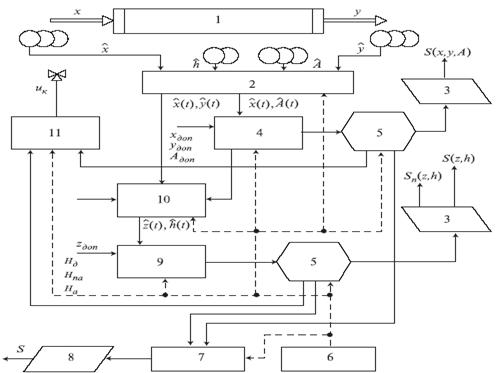
Курсовая работа: Основные этапы монтажа аппаратуры автоматического регулирования и управления3.2 Формулировка задачи определения неисправностей, выбор способа диагностирования3.2.1 Формулировка задачи определения неисправностей Диагностическое обеспечение должно закладываться на стадии проектирования, обеспечиваться на стадии производства и поддерживаться на стадии эксплуатации. Определение технического состояния системы в ходе эксплуатации или после ремонта называют техническим диагностированием. С помощью технической диагностики предсказывают возможные отклонения в режимах работы и состояниях машин, аппаратов и устройств, а также разрабатывают методы и средства обнаружения и локализации неисправностей в системах. Различным нарушениям системы соответствуют определенные технические состояния. Техническим состоянием называют совокупность свойств системы, подверженных изменениям в процессе ее производства или эксплуатации. Эти свойства характеризуются признаками (требованиями, параметрами), устанавливаемыми нормативно-технической документацией на систему. Введение переменной состояния функционирования h позволяет каждому значению h ставить в соответствие определенное техническое состояние. Совокупность средств, правил и алгоритмов диагностирования образует систему технического диагностирования (СТД). Основные задачи диагностирования при проектировании - проверка соответствия разработанной системы исходному заданию на проектирование и обеспечение наилучшего режима и высокого качества диагностики системы на последующих этапах на предмет установления возможных отказов. Одновременно с проектированием системы создают СТД. Так как значительная доля аварий связана с ошибками при проектировании, а стоимость каждой пропущенной ошибки исключительно велика, то диагностированию необходимо уделять большое внимание.При изготовлении, монтаже и пуске систем техническое диагностирование - неотъемлемая часть выполняемых работ. Основная цель диагностирования на этих этапах - проверка работоспособности; возможны два технических состояния системы: работоспособное (hо) и неработоспособное. При ремонте с помощью диагностики можно выявить, содержит ли система дефектные элементы, действительно ли устранены все неисправности. Алгоритмы технического диагностирования должны обеспечивать требуемую достоверность результатов определения состояния системы. При эксплуатации системы с помощью технического диагностирования определяют состояние функционирования (допустимое, предаварийное, аварийное), осуществляют поиск неисправности. Число состояний, различаемых в результате поиска неисправности, определяется глубиной поиска дефекта и требуемой достоверностью результатов диагностирования. Глубина поиска задается указанием элементов системы, с точностью, до которых определяют место неисправности. Достоверность результатов диагностирования - степень соответствия состояния, оцененного по этим результатам, истинному состоянию системы. Количественно достоверность характеризуется вероятностью совпадения оцененного и истинного состояний. Результаты диагноза используют при прогнозе развития событий и поиске причин отказов, аварий и т.п. В первом случае предсказывают (прогнозируют) состояние системы, в котором она может оказаться в некоторый будущий момент времени. Например, реактор в настоящий момент находится в предаварийном состоянии; определяются его возможные переходы в другие состояния, и в первую очередь в аварийные. Во втором случае восстанавливают состояние, в котором система находилась в некоторый предшествующий момент времени. Это особенно важно при расследовании аварий, выявлении причин их возникновения. Определение состояний, предшествующих аварии, а следовательно, и первопричины ее возникновения, исключительно важно для недопущения подобных аварий в будущем и на аналогичных системах. Роль технической диагностики возрастает с увеличением мощности и сложности систем, для которых интуитивные методы и ручные способы определения состояний непригодны. Задачи диагностики сложных систем решают с использованием ЭВМ в рамках АСУТП или автоматизированных систем диагностики (АСД). Например, применительно к химико-технологическому комплексу АСД выполняет следующие функции: - определение текущего состояния работоспособности, обнаружение предаварийных и аварийных состояний; - локализация неисправностей до уровня отдельных аппаратов, элементов систем контроля, управления и защиты; - регистрация моментов обнаружения неисправностей и их устранения; - прогнозирование значений переменных химико-технологических процессов в различных состояниях работоспособности; - прогнозирование предельного значения времени восстановления работоспособности системы; - регистрация фактического времени восстановления работоспособного состояния; - отображение оперативной информации о неисправностях на экране дисплея оператора; - запись, накопление и хранение на магнитных дисках информации о неисправностях; - выдача накопленной информации о неисправностях системы. АСД, с помощью которой решают данные задачи, может быть реализована, например, на ЭВМ. На основе АСД строится автоматизированная система обеспечения безаварийности. Схема АСД приведена на рис. 3.1. Данная система осуществляет текущий контроль входных х, выходных у, переменных и параметров А объекта химической технологии. После преобразования сигналов от датчиков в унифицированную форму (блок 2) значения x(t), y(t),A(t) сопоставляют с допустимыми для нормальной работы (блок 4), т.е. проверяют выполнение условий x(t) Хдоп, y(t) Yдоп, A(t) Адоп, где Хдоп, Yдоп, Адоп - области допустимых значений соответственно х, y, А. Если какое-либо условие не выполняется, то в блоке 5 принимается решение о выдаче сигнала тревоги S(х, у, А), а также выработке корректирующих воздействий управляющими устройствами (блок 11). В блоке 10 по данным о x(t), y(t), а иногда и отдельных значений h(t), оценивают вектор фазовых координат z(t) и переменную состояния функционирования h(t). Значения z(t) и h(t) сопоставляют с допустимыми (блок 9), т.е. проверяют условия z(t) Zдоп, h(t) Нд. В блоке 5 анализируется текущее состояние системы в случае опасности и выдается сигнал предупреждения Sп(z, h) или тревоги, S(z, h) блоком 3. Блоком 7 производится диагностика имеющихся нарушений, а блоком 6 - проверка работоспособности системы обеспечения безаварийности с помощью специальных тестов. Важное место в автоматизированных системах диагностики (АСД) занимают приборы для контроля физико-химических параметров веществ, прежде всего газоанализаторы, ализаторы жидкостей и создаваемые на их основе сигнализаторы. Например, сигнализатор наличия горючих газов в воздухе калибруют на один из газов (метан, циклогексан, пропан, этиловый спирт, дивинил, метиловый спирт, бензол, этилацетат, пропилен, стирол и др.). Рис. 3.1. Схема автоматизированной системы диагностики: 1 - объект; 2 - первичные преобразующие и обрабатывающие устройства; 3 - сигнал тревоги; 4 - сопоставление с интервалами, допустимыми для нормальной работы; 5 - анализ и принятие решения; 6 - проверка работоспособности системы; 7 - диагностика нарушения; 8 - сигнал о нарушении; 9 - сопоставление с интервалом Zдоп и подмножествами состояний Нд, Hпа, Ha; 10 - оценка переменных состояния z, h; 11 - коррекция управляющих воздействий
3.2.2 Выбор способа диагностирования. Классификация методов технического диагностирования при эксплуатации системы и в нерабочем состоянии показана на рис. 3.2
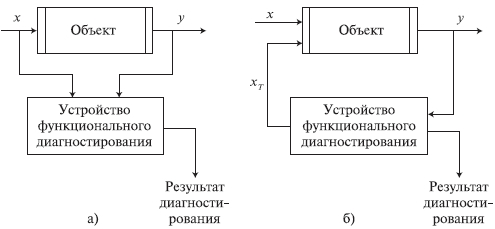
Рис. 3.2. Методы, технического диагностирования При эксплуатации технических систем наиболее распространено функциональное и тестовое диагностирование (рис. 3.2). В первом случае состояние системы определяют по результатам текущего контроля за входными х и выходными у переменными. Во втором случае на систему подают специальные тестовые воздействия хт.
Рис. 3.3. Структурные схемы диагностирования: а - функционального; б - тестового Для технологического оборудования производств используют в основном функциональное диагностирование, для автоматических устройств контроля, управления и защиты применяют оба вида диагностирования, вычислительные средства, программное обеспечение проверяют с помощью тестов. При тестовом контроле на вход проверяемого устройства подаются специально подобранные совокупности входных воздействий (проверяющие тесты). Полученную на выходе реакцию сравнивают с эталонной. Если они совпадают, то устройство на момент контроля находится в работоспособном состоянии. В противном случае устройство неисправно, и подаются диагностические тесты для установления места, причины и вида неисправности. Разработаны специальные методы построения оптимальных тестов, позволяющих за минимальное время проверять работоспособность устройства в целом, а также алгоритмы автоматического решения задач синтеза проверяющих и диагностических тестов. Тесты разрабатывают одновременно с проектированием объекта. Тестовое диагностирование Тест[3] (англ. test — проба, испытание, исследование) — задание с известным решением, предназначенное для проверки качества системы. Задача построения теста состоит в том, чтобы найти такую совокупность и последовательность входных воздействий, при подаче которой на объект диагностирования получаемые ответы объекта в заданных контрольных точках позволяют делать заключение о его техническом состоянии. Проверяющие тесты предназначены для проверки исправности или работоспособности объекта, а тесты поиска дефектов — для указания места и, возможно, причин дефектов, нарушающих исправность и работоспособность объекта диагностирования. Для дискретных объектов тесты (их алгоритмы) строятся либо по структурным, либо по функциональным моделям. Тесты могут быть как строго определенными (детерменированными) так и вероятностными (псевдослучайные входные воздействия также относятся к последним). В качестве тестовых могут быть использованы входные воздействия, являющиеся рабочими при применении системы по назначению. Такие тесты называют функциональными. Однако необходимо помнить, что функциональные тесты пригодны только для проверки работоспособности объектов, так как обеспечиваемая ими полнота обнаружения и глубина поиска дефектов явно недостаточны для проверки исправности и поиска дефектов. Другой стороной тестового диагностирования являются задачи выбора и разработки средств реализации тестов. Средства тестового диагностирования содержат две основные части — генератор тестовых воздействий и анализатор ответов объекта на тестовые воздействия. Чаще всего генератор и анализатор функционально и конструктивно выполняют отдельно друг от друга. Генератор хранит и создает (генерирует) тесты и подает их на объект диагностирования. Анализатор хранит полученные ответы, сравнивает фактические ответы с ожидаемыми и выдает результат — диагноз. Часто анализатор представляет собой совокупность эталона (исправная копия объекта) и схему сравнения. Также часто часть функций генератора и анализатора возлагается на человека. Функциональное диагностирование Функциональное диагностирование может осуществляться как непрерывно, так и периодически или эпизодически. При функциональном диагностировании необходимо четко определить: – понятия исправности, работоспособности, правильности функционирования по отношению к конкретным функциям и условия применения объекта; – типы и перечни дефектов, подлежащих обнаружению и поиску при диагностировании; – распределение задач диагностики по периодам жизненного цикла объекта; – алгоритм функционального диагностирования и его виды; – глубину функционального диагностирования; – средства (аппаратурные, программные, автоматические или ручные, специализированные или универсальные, внешние или встроенные) функциональной диагностики. Для формирования алгоритмов систем функционального диагностирования (СДФ) используются математические модели, как самого объекта, так и его неисправностей. Устанавливается связь между степенью развития неисправностей и дефектов и поведением измеряемых нужных параметров. Как правило математические модели (ММ) элементов системы — это совокупность дифференциальных и алгебраических уравнений, эмпирические формулы, таблицы, графики, описывающие элемент, а также связи между внутренними и внешними управляющими и возмущающими параметрами. Различают ММ с заложенной в них информацией об неисправности, так и без нее. 3.3 Определение глубины поиска неисправностей, выбор технических средств3.3.1 Определение глубины поиска неисправностей Глубина поиска неисправностей Для численной оценки глубины поиска неисправностей, которую можно получить при диагностировании, применяются различные формулы. Рассмотрим три оценки, отражающие различные стратегии ремонта. R = pj mj – разрешающая способность диагностирования. N(I) =pj gj – риск оператора. H = pj log2m j – энтропийный показатель. В приведенных формулах pj – вероятность неисправности sj Î S (j = 1,..., r); mj – среднее число неисправностей в СПН при наличии неисправности sj; I – заданная последовательность анализа неисправностей в СПН; gj – среднее число неисправностей, анализируемых в СПН до неисправности sj. Общим для всех анализируемых критериев является то, что с уменьшением их значений увеличивается глубина поиска неисправности. Это означает, что из множества анализируемых вариантов оптимальным является тот, для которого получено минимальное значение. Процессы диагностирования и ремонта объектов на практике могут осуществляться по-разному. Ограничимся рассмотрением двух наиболее распространенных способов реализации этих процессов. Первый из них заключается в определении СПН и замене всех компонентов, связанных с неисправностями из СПН. Заметим, что некоторые из заменяемых компонентов могут быть исправными, например, в силу неразличимости неисправностей или из-за несовершенства теста. При этом, очевидно, трудоемкость и экономичность такого способа определяется мощностью СПН. Нетрудно заметить, что данный способ полностью согласуется с критерием R. Действительно, разрешающая способность диагностирования численно равна среднему числу неисправностей в одном СПН, и, следовательно, оптимизация по критерию R ведет к уменьшению числа устанавливаемых в процессе диагностирования и устраняемых в процессе ремонта дефектных компонентов объекта. Смысл критериев достаточно прост. Значение R, названного разрешающей способностью диагностирования, численно равно среднему числу неисправностей в одном СПН и находится в пределах от 1 (все неисправности различимы) до r (все неисправности неразличимы). Этот критерий соответствует такой технологии ремонта, когда после формирования СПН заменяются все подозреваемые на неисправность компоненты. Значение критерия N(I), названного риском оператора, равно среднему числу неисправностей в одном СПН с номерами, меньше номера фактической неисправности объекта. Это значение изменяется от 0 (все неисправности различимы) до (r – 1)/2 (все неисправности неразличимы). Второй критерий (в отличие от первого) предполагает, что замене подлежат только неисправные компоненты. Для этого необходимо после нахождения СПН уточнить место фактической неисправности объекта. На практике определение фактической неисправности может заключаться в поочередном просмотре элементов СПН до тех пор, пока неисправность не будет установлена. При этом просмотр неисправностей осуществляется в некотором заданном порядке, например, в порядке возрастания схемных номеров подозреваемых на неисправность элементов. Значение N численно равно среднему числу неисправностей из СПН, которые необходимо проанализировать оператору для точного установления неисправного элемента. Критерий H численно равен среднему числу шагов, за которое можно выделить любую неисправность в СПН путем последовательного деления (на каждом шаге) множества неисправностей СПН пополам. Если определение фактической неисправности из СПН выполняется именно таким образом и затраты на реализацию каждого шага (деления множества неисправностей пополам) равноценны, то оценку качества теста целесообразно проводить с использованием критерия H. Его значение равно среднему значению логарифма по основанию 2 от числа неисправностей в одном СПН и находится в пределах от 0 (все неисправности различимы) до log2 r (все неисправности неразличимы). Остановимся более подробно на правилах вычисления R, N(I) и Н. В их формулы входят аргументы mj и gj, которые, в свою очередь, могут быть вычислены по формулам: mj = и gj =, где mij – вероятность включения si в СПН при наличии в ОД неисправности sj Î S; Cj – список неисправностей, перечисленных в СПН до sj (например, пусть СПН = {s5, s4, s3, s2, s1}, тогда C3 = {s5, s4 }. Таким образом, для вычислений всех рассматриваемых оценок необходимо уметь вычислять mij. Рассмотрим правила вычисления значения mij. Они аналогичны тем, которые применялись при вычислении вероятности mk (то есть вероятности непроверки неисправности sk, использовавшейся для оценки полноты контроля).. Выбор технических средств диагностированияТаблица 3.2 [5]
Технические средства диагностики Средства, с помощью которых осуществляется диагностирование технического состояния объекта, называются техническими средствами диагностирования [7]. Средства могут быть аппаратурными или программными, внешними или встроенными, ручными, автоматизированными или автоматическими, специализированными или универсальными и т.д. В качестве средств диагностирования может выступать оператор — человек, контролер, наладчик. Выбор и разработка средств тестового диагностирования должны осуществляться с учетом многих факторов: наличия серийного выпуска требуемых средств, наличия подходящих средств на заводе-изготовителе, массовости выпуска объекта и его сложности, требуемых качеств средства (точности, производительности, надежности и т.д.). Средства функциональной диагностики являются, как правило, встроенными и создаютя одновременно с объектом. Для сложных объектов существенными становятся проблемы повышения контролепригодности. Контролепригодность — свойство объекта, характеризующее его приспособленность к проведению контроля заданными средствами (ГОСТ 19919—74). Уровень контролепригодности объектов определяет степень эффективности решения задач тестового диагностирования их технического состояния, влияет на производительность процесса их производства и качество. При эксплуатации уровень контролепригодности определяет их коэффициент готовности и затраты, связанные с ремонтом. Коэффициент готовности — показатель надежности ремонтируемых объектов, характеризующий вероятность того, что объект будет работоспособен в произвольно выбранный момент времени в промежутках между выполнениями планового технического обслуживания. Кг = Т/(Т+Тв), где Т — наработка на отказ; Тв — среднее время восстановления работоспособности. Вместе с тем дополнительные технические средства диагностирования делают объект более дорогим и менее надежным и тоже должны диагностироваться. Контролепригодность обеспечивается преобразованием структуры проверяемого объекта к виду, удобному для проведения диагностирования. Для этого в объект еще на этапе его проектирования и конструирования вводят дополнительные элементы (аппаратуру) — встроенные средства тестового диагностирования. К встроенным средствам тестового диагностирования можно отнести: – дополнительные контрольные точки; – дополнительные входы для блокировки сигналов и задания требуемых значений сигналов; – аппаратные средства, которые при диагностике изменяют структуру объекта; – аппаратные средства, которые генерируют тесты и анализируют результаты. – метод временных интервалов; – метод контрольных осциллограмм; – метод контроля параметров. Например используються такие диагностические комплексы. 1.Блок диагностики работает с любой ПЭВМ типа IBM, имеющей ОЗУ не менее 32 Мбайт и VGA монитор.
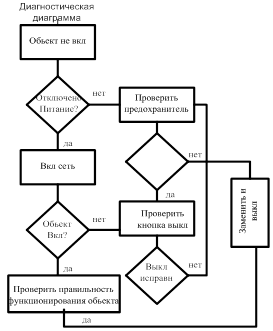
рис 3.4 Блок диагностики В состав блока диагностики входит: Программируемый контроллер: Число каналов канала ввода-вывода - 192 (144, 96)- Уровни сигналов ТТЛ, КМОП.- Максимальный уровень логической единицы 15V. - Максимальный уровень логического нуля в режиме вывода: 0,4V в режиме ввода: 0,8V.- Максимальный ток при уровне логического нуля,в режиме вывода: 40 mA в режиме ввода: 0,8 mA,Зонд логический (IN-ZOND)- одноканальный логический анализатор,Зонд генератор (OUT-ZOND), реализующий метод внутрисхемного тестирования,Зонд аналоговый (VI-ZOND) - анализатор вольтамперных характеристик Блок питания (.+5V -20A, ..+12V - 8A, ..-5V - 0,5A, -12V - 0,5A). 3.4 Построение диагностических диаграмм поиска неисправностейНарисуем диагностическую диаграмму нашего объекта
Диагностическая диаграмма будет выглядеть следующим образом
4. Эксплуатация объекта автоматизации 4.1 Текущая эксплуатация объекта автоматизации (комплекс мероприятий по текущему обслуживанию ТО) и планово предупредительному ремонту(ППР)Своевременное проведение профилактических работ, регулировок, замены вышедших из строя элементов обеспечивает продолжительную работу электрооборудования. Периодические испытания, статистический учет отказов и их анализ позволяют установить наиболее оптимальные сроки ремонтов оборудования, что продлевает сроки его эксплуатации [7]. Эксплуатацию электрооборудования технологических установок осуществляют ремонтные службы предприятия, исходя из задач обеспечения безотказной работы их на основе системы проведения планово-предупредительных ремонтов (ППР). Система ППР базируется на систематических осмотрах, при которых выявляются неисправности электрооборудования, и устанавливается необходимость его ремонта, а также периодических ремонтных работ. Система ППР включает следующие виды работ: текущий уход (межремонтное обслуживание), малый, средний и капитальный ремонты. В обслуживание элетрооборудования входят наблюдение за выполнением правил его эксплуатации, периодические осмотры и проведение профилактических работ. При эксплуатации электрооборудования ремонтный персонал получает задание, оформленное нарядом, в котором указывается оборудование, подлежащее осмотру, и виды выполняемых профилактических работ. Как правило, периодические осмотры проводят не реже одного раза в месяц. Основные мероприятия, выполняемые при обслуживании электрооборудования, приведены ниже. Оборудование и Мероприятие Электродвигатели: Проверка крепления электродвигателя, свободного вращения ротора, исправности заземления, состояния щеток, отсутствия ненормальных шумов, надежности крепления на валу соединительных муфт, нагрева корпуса и подшипников, состояния устройств охлаждения Замена смазки в подшипниках, очистка корпуса от пыли и загрязнения Рубильники и автоматы: Проверка исправности заземления и защитных кожухов, надежности крепления, оплавления контактов, исправности органов включения. Очистка контактов от нагара и окисления, а также пыли и загрязнения Реле электроавтоматики: Проверка крепления, наличия маркировки выводов, видимых повреждений, нагрева катушки, посторонних шумов при работе. Очистка от пыли и промывка контактов Контакторы и магнитные пускатели : Контроль отсутствия видимого повреждения аппарата и перекосов контактов, проверка нагрева катушки, посторонних шумов при работе, оплавления контактов, маркировки выводов. Очистка от пыли и загрязнения, протяжка крепежных деталей, смена вышедших из строя контактов Путевые и конечные выключатели: Проверка крепления к конструкциям, отсутствия повреждения корпуса и уплотнителей, плотности прилегания крышки, наличия маркировки, свободного хода подвижной системы. Очистка корпуса от загрязнения Фотодатчики: Проверка крепления, отсутствия повреждения корпуса, наличия маркировки. Очистка оптической системы от грязи, замена лампочек, протирка корпуса Электропроводка: Проверка отсутствия повреждений, закрепления в зажимах, состояния защитных металлорукавов, труб, желобов, фиксирующего крепежа. Протирка. Электрошкафы :Проверка исправности запоров, уплотнителей, работоспособности встроенных вентиляторов, маркировки. Очистка от пыли и загрязнения внешней и внутренней поверхностей шкафа, замена фильтров вентилятора 4.2 Ремонт объекта автоматизации (мероприятия согласно малому, среднему и капитальным ремонтам).Одним из условий эффективной организации работы любого предприятия является наличие отлаженного механизма выполнения ремонтных работ. Чем ниже удельный вес расходов на ремонт, обслуживание и содержание оборудования в себестоимости продукции, тем выше эффективность производства и самого ремонтного хозяйства. Для предупреждения нерациональных потерь в производстве и сокращения затрат на ремонт служит система планово-предупредительного ремонта. Системой планово-предупредительного ремонта называется совокупность различного вида работ по техническому уходу и ремонту оборудования, проводимых по заранее составленному плану с целью обеспечения наиболее эффективной эксплуатации оборудования. Таким образом, работы по уходу, надзору, обслуживанию и ремонту оборудования с целью предотвращения нарастающего износа, предупреждения аварийных ситуаций и, как следствие, поддержания оборудования в постоянной готовности к работе является сущностью системы планово-предупредительного ремонта. В ее основе заложены работы по техническому обслуживанию оборудования и по выполнению плановых ремонтов – текущих, средних и капитальных. Техническое обслуживание включает работы по осмотру оборудования, проверке на точность, промывке, смазке и т.д. Эти виды работ выполняются по заранее составленному графику и носят апериодический характер с четко выраженной повторяемостью. Плановые ремонты по содержанию выполняемых работ, трудоемкости и периодичности подразделяются на текущий, средний и капитальный. Текущий ремонт осуществляется в процессе эксплуатации оборудования путем замены отдельных деталей, частей с последующей проверкой на точность, центровкой и т.п. Средний ремонт носит более расширенный и углубленный характер, поскольку связан с заменой основных деталей, узлов, трущихся поверхностей. Капитальный ремонт представляет собой самый трудоемкий, длительный и дорогостоящий процесс, связанный с полной заменой основных деталей, узлов, разборкой двигателей, трансформаторов. Капитальный ремонт, как правило, сопровождается снятием оборудования с фундамента, с последующей сборкой и испытанием. Система планово-предупредительного ремонта строится на использовании следующих нормативов: • ремонтные циклы и их структура; • длительность межремонтных периодов и периодичность технического обслуживания; • категории сложности ремонта; • нормативы трудоемкости; • нормы запаса деталей и оборотных узлов. Под ремонтным циклом следует понимать время между двумя капитальными ремонтами, а первый ремонтный цикл начинается с ввода оборудования в эксплуатацию до первого капитального ремонта. В этот промежуток времени включается выполнение всех мероприятий по техническому обслуживанию и всех видов ремонтов. Очередность их выполнения может быть представлена следующей примерной схемой: КР – ТО – ТО – МР1 – ТО – МР2 – ТО – СР – ТО – ТО – МР3 – ТО – КР, где КР – капитальный ремонт; СР – средний ремонт; МР – малый ремонт; ТО – техническое обслуживание. При составлении ремонтного цикла необходимо учитывать различные факторы: тип производства, вид и свойства обрабатываемых материалов, эксплуатационные условия, квалификация персонала, степень загрузки оборудования. Зная основные повреждения, возникающие в электрических машинах, можно быстро их устранить и продлить срок службы машин. 4.3 Метрологический надзор за средствами измерений (проверка, ревизия и экспертиза)Важнейшей формой государственного надзора за измерительной техникой является государственная (и ведомственная) поверка средств измерений, служащая для установления их метрологической исправности. Средства измерений подвергаются первичной, периодической, внеочередной и инспекционной поверкам[6]. Первичная поверка проводится при выпуске средств измерений в обращение из производства или ремонта. Периодическая поверка проводится при эксплуатации и хранении средств измерений через определенные межповерочные интервалы, установленные с расчетом обеспечения метрологической исправности средств измерений на период между поверками. Если необходимо удостовериться в исправности средств измерений при проведении работ по корректированию межповерочных интервалов, при повреждении поверительного клейма, пломбы или утраты документов, подтверждающих прохождение средством измерения периодической поверки, а также в ряде других случаев проводится внеочередная поверка средств измерений, причем сроки ее проведения назначаются независимо от сроков периодических поверок. Инспекционная поверка проводится для выявления метрологической исправности средств измерений, находящихся в обращении; при проведении метрологической ревизии в организациях, на предприятиях и базах снабжения. Обязательной государственной поверке подлежат: средства измерений, применяемые органами государственной метрологической службы; образцовые средства измерений, применяемые в качестве исходных в метрологических органах министерств и ведомств; средства измерений, применяемые при учете материальных ценностей, взаимных расчетах и торговле; средства измерений, связанные с охраной здоровья трудящихся и техникой безопасности; средства измерений, применяемые при государственных испытаниях новых средств измерений; средства измерений, результаты которых используются при регистрации официальных спортивных международных и национальных рекордов. Так, например, к рабочим средствам измерений, подлежащим обязательной государственной поверке, относятся: весоизмерительные приборы, расходомеры, счетчики электроэнергии, газа, нефтепродуктов и воды, топливо- и маслораздаточные колонки и ряд других приборов, применяемых для учета и в торговле; шумомеры; дозиметры; рентгенометры и тонометры, медицинские термометры и другие приборы, служащие для охраны здоровья трудящихся; радиометры, измерители напряженности поля СВЧ, газоанализаторы и другие измерительные приборы, обеспечивающие безопасность работ, и т.п. Все остальные средства измерений подлежат обязательной ведомственной поверке. Сроки периодических поверок (межповерочные интервалы) устанавливаются и корректируются метрологическими подразделениями предприятий, организаций и учреждений, эксплуатирующих средства измерений с таким расчетом, чтобы обеспечить метрологическую исправность средств измерений на период между поверками. Начальный межповерочный интервал устанавливается при государственных испытаниях средств измерений. Поверка средств измерений должна осуществляться в соответствии с действующими государственными стандартами на поверочные схемы, методы и средства поверки. Положительные результаты поверки удостоверяются: а) наложением на средства измерений поверительного клейма установленного образца; б) выдачей свидетельства о поверке. Метрологическая ревизия заключается в поверке состояния средств изменений и выполнения правил их поверки. Результаты метрологической ревизии оформляются актом, содержащим конкретные результаты проверки, а также предложения по изъятию средств измерений, признанных непригодными к применению, и предложения по устранению обнаруженных недостатков с указанием сроков. 4.4 Построение графика ТО, ППР и других видов ремонта для основных блоков и узлов объекта автоматизацииПриложение 3.Таблица 3 [7] Монтаж приборов контроля, аппаратуры автоматического регулирования и управления является одним из наиболее технически сложных разделов монтажных работ. В данной курсовой работе были рассмотрены основные этапы монтажных работ. Были составлены ведомость физических объемов работ, сетевой график монтажных работ. Была проведена диагностика проектируемой системы. Современные методы монтажных работ систем автоматики основаны на максимальной индустриализации и специализации выполняемых работ. Индустриализация заключается в использовании стандартных и нормализованных изделий изготавливаемых серийно или в массовом масштабе. В этом случае монтаж осуществляется крупными блоками и узлами, что позволяет механизировать и сократить объем работ непосредственно на месте монтажа. Список использованной литературы 1. Монтаж средств измерения и автоматизации под ред. Клюева А С, М: Энергоатомиздат, 1988.- 226 с. 2. Минаев К. А.”Монтаж систем контроля и автоматики”, Л: Наука, 1982-г С. 88-91. 3. Молчанов Л. Г. “Монтаж и наладка автоматических устройств”, М: Энергоатомиздат, 1991. г С. 55—57. 4. Минаев П. В. “Монтаж систем контроля и автоматики”, М: Стройиздат, 1990г. 5.ГОСТ 20911-89 6.Лекции по метрологии 7.Лекции по организации производства |
||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||