|
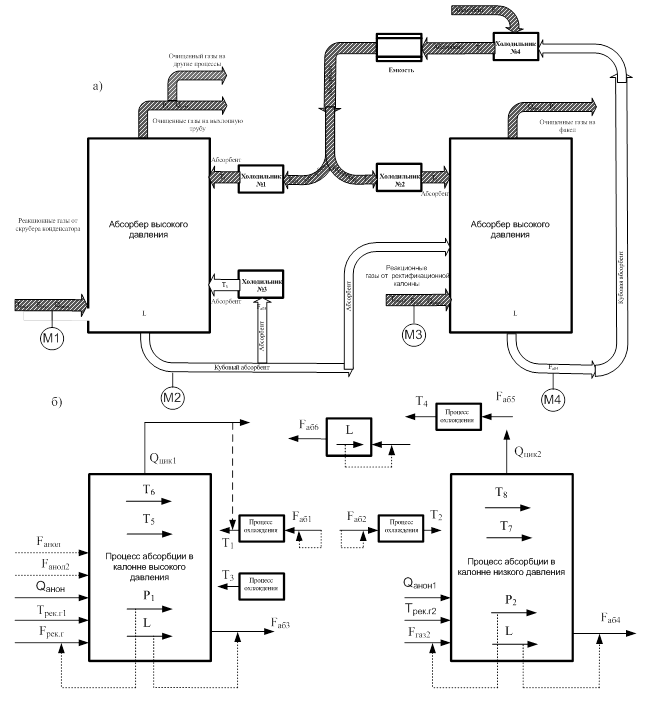
Курсовая работа: Основные этапы монтажа аппаратуры автоматического регулирования и управленияКурсовая работа: Основные этапы монтажа аппаратуры автоматического регулирования и управленияОглавление Введение 1. Проект производства работ, монтажа объекта автоматизации 1.1 Анализ объекта автоматизации 1.2 Ведомость физических объемов работ 1.3 График монтажных работ на основе ведомости физических объемов работ 1.4 График потребности в рабочих кадрах. 1.5 Сетевой график производства монтажных работ 2. Монтаж элементов объекта автоматизации 2.1 Выбор проводов, кабелей, соединительных коробов, труб и способов их прокладки. 2.1 Монтаж закладных изделий и первичных измерительных преобразователей 2.3 Монтаж щитов и пультов управления, способов их установки. 2.4 Монтаж исполнительных механизмов, защитных устройств и т д 2.5 Построение плана расположения электрических, трубных проводок 2.6 Синтез схем безопасности, сигнализации и заземления. 3. Диагностика систем автоматизации 3.1 Определение физических параметров объекта, подлежащих измерению во время его диагностирования. 3.2 Формулировка задачи определения неисправностей, выбор способа диагностирования. 3.3 Определение глубины поиска неисправностей, выбор технических средств Выбор технических средств диагностирования 3.4 Построение диагностических диаграмм поиска неисправностей 4. Эксплуатация объекта автоматизации 4.1 Текущая эксплуатация объекта автоматизации (комплекс мероприятий по текущему обслуживанию ТО) и планово предупредительному ремонту(ППР) 4.2 Ремонт объекта автоматизации (мероприятия согласно малому, среднему и капитальным ремонтам). 4.3 Метрологический надзор за средствами измерений (проверка, ревизия и экспертиза) 4.4 Построение графика ТО, ППР и других видов ремонта для основных блоков и узлов объекта автоматизации. Заключение Список использованной литературы монтаж автоматизация химический абсорбция В химической промышленности комплексной механизации и автоматизации уделяется большое внимание. Это объясняется сложностью и высокой скоростью протекания технологических процессов, а также чувствительностью их к нарушению режима, вредностью условий работы, взрыво- и пожароопасностью перерабатываемых веществ и т.д. Автоматизация приводит к улучшению основных показателей эффективности производства: увеличению количества, улучшению качества и снижению себестоимости выпускаемой продукции, повышению производительности труда. Внедрение автоматических устройств обеспечивает высокое качество продукции, сокращение брака и отходов, уменьшение затрат сырья и энергии, уменьшение численности основных рабочих, снижение капитальных затрат на строительство зданий (производство организуется под открытым небом), удлинение сроков межремонтного пробега оборудования. Создание систем автоматизации на предприятиях представляет комплексную проблему, цель которой - материальное воплощение идеи проектировщика сначала в проекте, затем в разработке отдельных устройств, монтаже и, в конечном итоге, в эксплуатации реальной, действующей системы, позволяющей повысить технико-экономические показатели процесса производства. Таким образом, исходя из принципов системного подхода, в объем работ по проектированию, помимо технических вопросов, созданных непосредственно с разработкой схем автоматизации и контроля, закономерно включить и такие, как диагностика неисправностей, техническое обслуживание систем автоматизации, удобство монтажа, наладки и эксплуатации. Монтаж приборов контроля, аппаратуры автоматического регулирования и управления является одним из наиболее технически сложных разделов монтажных работ. Современные методы монтажных работ систем автоматики основаны на максимальной индустриализации и специализации выполняемых работ. Индустриализация заключается в использовании стандартных и нормализованных изделий изготавливаемых серийно или в массовом масштабе. В этом случае монтаж осуществляется крупными блоками и узлами, что позволяет механизировать и сократить объем работ непосредственно на месте монтажа. Специализация заключается в разделении труда при выполнении различных монтажных работ, создании специализированных групп и бригад, укомплектованных специалистами соответствующего профиля. 1. Проект производства работ монтажа объекта автоматизации 1.1 Анализ объекта автоматизацииПроцессы химической технологии - это сложные физико-химические системы, имеющие двойственную детерминированно-стохастическую природу, переменные в пространстве и во времени. Участвующие в них потоки вещества, как правило, многофазные и многокомпонентные. В ходе протекания процесса в каждой точке фазы и на границах раздела происходит перенос импульса, энергии, массы. Весь процесс в целом протекает в аппарате с конкретными геометрическими характеристиками, оказывающими, в свою очередь, влияние на характер этого процесса. Цель процесса: получение очищенного газа с концентрацией (циклогексана и циклогексанона) равной (Q цик <= 0.1%) . Участок абсорбции состоит из абсорбера высокого и низкого давления, (холодильников – № 1, № 2, № 3,№ 4,и емкости для абсорбента. В нижнюю часть абсорбера высокого давления компрессором (двигателем M1) поступает газовая смесь состоящая: реакционных газов от скруббера конденсатора, газов дросселирования от теблообменника, (Fгаз = 4,0 – 9,4 м3/ч) и (Q цик = 5%) а верхнюю часть колонны насосом (двигателем M4) подается жидкая смесь состоящая: анола ректификата стадия 300, анола ректификата, а также абсорбент (в качестве абсорбента используются продукты дегидрирования или кубовая жидкость колонны отгонки циклогексана при T1= 20 °С и (Fаб1 = 20 - 80 м3/ч) в среднюю часть колонны подается кубовая жидкость при T3= 20 °С и (Fаб3 = 2 - 8 м3/ч), где происходит реакция поглощения газа жидкостью, в результате чего выделяется тепло. Реакция поглощения должна протекать при определенной температуре в нижнем (Т5=50°С) и в верхнем (Т6 =26°С) частях абсорбера. Сам процесс абсорбции протекает при (Т9=30°С). Давление в верхней части колонны на входе равно P1 =0.95 МПа). Охлаждение абсорбента происходит с помощью холодильников. Абсорбция осуществляется смесью циклогексанона и циклогексанола, в которой хорошо растворяется циклогексан при низкой температуре. В нижнюю часть абсрбера низкого давления компрессором (двигателем M2) поступает газовая смесь состоящая: реакционных газов от ректификационной колонны, (Fгаз1 = 5,0 – 6,4 м3/ч) и Q анон1 = 5%) а верхнюю часть колонны насосом (двигателем M4) подается жидкая смесь состоящая: анола ректификата стадия 300, анола ректификата, а также абсорбент (в качестве абсорбента используются продукты дегидрирования или кубовая жидкость колонны отгонки циклогексана при Т2=20 °С и (Fаб2 = 10 - 40 м3/ч), где происходит реакция поглощения газа жидкостью, в результате чего выделяется тепло. Реакция поглощения должна протекать при определенной температуре в нижнем (Т7=17°С) и в верхнем (Т8 =25°С) частях абсорбера. Сам процесс абсорбции протекает при (Т10=20°С). Давление в верхней части колонны на входе равно P2 = 39КПа). Охлаждение абсорбента происходит с помощью холодильников. Абсорбция осуществляется смесью циклогексанона и циклогексанола, в которой хорошо растворяется циклогексан при низкой температуре. Для предотвращения аварийных ситуаций: уменьшения вредных выбросов в абсорберах происходит измерение концентрации Q цик и Q цик1 . При превышении этого значения закрывается запорный клапан на линии выхода конечного продукта.
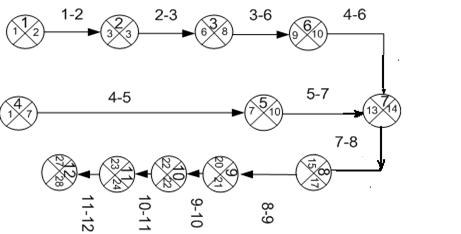
Рисунок 1. Анализ процесса абсорбции циклогексана и циклогексанона: а) Схема материальных потоков и их информационных переменных; б) структурная схема САУ как ОУ. 1.2 Ведомость физических объемов работ Интенсивная автоматизация производственных процессов во всех отраслях промышленности с каждым годом значительно увеличивает объём работ по монтажу систем и средств автоматизации. Для обеспечения высокого качества этих работ, сокращения сроков монтажа и уменьшения трудовых затрат на монтажной площадке необходимо тщательно подготавливать производство монтажных работ. Одним из основных видов подготовки производства монтажных работ является составление проектов производства работ[1]. План производства работ составляется на монтаж системы автоматики строящихся и конструируемых предприятий, при выполнении капитальных ремонтов и модернизации крупных технологических объектов. План производства работ составляется на основе проектной документации и увязывается со сроками выполнения ремонтных или строительных работ, установкой и монтажом технологического оборудования, ввода объекта в эксплуатацию. План составляют в следующей последовательности: 1. выделяют заготовительные работы, выполняемые вне строительной площадки; 2. выделяют монтажные работы, выполняемые непосредственно на автоматизируемом объекте; 3. определяется объем работ в физическом и денежном выражении, а также фонд заработной платы; 4. определяются сроки выполнения каждого вида работ, потребность в рабочей силе, профессиональный состав и квалификацию рабочих; 5. составляют график выполнения работ с указанием передвижения монтажных бригад; 6. определяется расход материалов и инструментов на весь объем работ; 7. определяют потребность в механизмах, станках и другом оборудовании. Объем работ и смету определяют по рабочим чертежам и уточняют на месте проведения монтажных работ. Полученные данные об объемах работ записывают в ведомость объемов работ. Составим ведомость физических объемов работ для нашего проекта. Объем трудозатрат определяют по ценам и тарифным ставкам, взятым из тарифно-квалификационного справочника на монтажные работы. Затраты на изготовление необходимых узлов определяются на основании смет, составленных по рабочим чертежам. Объем заработной платы определяют по формуле: ЗП=Кт*С-Зо С - трудозатраты, чел/чел; Kт - тарифный коэффициент, учитывающий квалификацию работ; Зо - часовая ставка рабочего первого разряда, руб. Данные о материалах и оборудовании определяют пo cпецификациям. В графе 10 указывается общая сумма каждого вида работ. Зная общие затраты труда, нормативы и производительность при выполнении монтажных работ определяем число работников и их квалификацию для данных работ. Продолжительность работ должна быть связана с директивными сроками ввода объекта в эксплуатацию. По графам 5,6,7 определяют число работников по профессиям Таблица 1.Приложение1 1.3 График монтажных работ на основе ведомости физических объемов работ Проанализировав график монтажных работ и сделав надлежащие выводы приступаем к построению календарного плана строительно-монтажных работ цеха «Циклогексанон-2». Календарные планы строительно-монтажного производства, составление в укрупненном виде этих планов по отдельным объектам, являются основными документами в составе ППР, определяющими последовательность и длительность монтажа. После решения вопросов по обеспечению объекта монтажа оборудованием, приборами, средствами автоматизации и материалами, согласовав график их поставки, а также выяснив их готовность к монтажу основных технологических агрегатов и установок, монтажное управление вместе с генеральным подрядчиком или заказчиком составляет календарный план или сетевой график производства работ и согласовывает его с заказчиком. Указанный план или график определяют начало и окончание заготовительных и монтажных работ, наименование их видов и комплексов, объемы (единицы измерения, количество и состав работ), состав звена рабочих, на которых возложены предмонтажные графики работы. Календарные планы монтажных работ разделяют исходя из календарных планов строительства, более подробно детализирующих специальные работы. Важным параметром, определяющим состав календарного плана, является период времени, на который рассчитан график. 1) проектно-сметная документация, нормативные или директивные сроки строительства комплекса либо его части, а также возможности монтажной организации с учетом ее материально-технической и производственной базы; 2) перечень объектов, по которым утверждаются календарные штаны монтажных работ в текущем году, устанавливаются вышестоящей организацией. План работы МЗМ составляют производственно-технический и плановый отел монтажного управления. План выпуска продукции МЗМ разрабатывают на основе заявок монтажных участков сборки. Монтажные участки должны представлять заявки в производственно-технический отдел управления не позднее 23-го числа месяца, предшествующего планируемому. График монтажных работ представлен в табл.2.Приложение 2 1.4 График потребности в рабочих кадрах.Покуда никто не требуется, все монтажные работы выполняет фирма Севзападмонтаж 1.5 Сетевой график производства монтажных работВ связи с возникновением многих сложных взаимосвязанных работ, требующих для выполнения решения многих технических и организационных вопросов, пользуются сетевой моделью в виде графика, состоящего из стрелок и кружков. Такой график представляет собой сетевую модель с рассчитанными временными параметрами. В основе ее лежат два понятия: 1) работа - это производственный процесс, требующий затрат времени и материалов, приводящий к достижению определенных результатов; 2) событие - это факт окончания одной или нескольких работ, достаточный для начала следующих работ. Начальное событие определяет начало данной работы и является конечным для предшествующей работы. Конечное событие определяет окончание данной работы и является началом для последующих работ. 3) путь - непрерывная последовательность работ в сетевом графике. Сетевой график представляет собой графическую модель процесса производства монтажных работ на объекте автоматизации, в целом по монтажному управлению и отражает технологическую взаимосвязь между работами. Элементами построения сетевого графика монтажных работ являются кружки, обозначающие события, и стрелки, означающие работу. Расчет сетевого графика заключается в определении раннего и позднего сроков начала и окончания работ, критического пути и работ, лежащих на нем, резервов времени, календарных дат. Общее время выполнения «работ», лежащих на «критическом пути», определяет полную продолжительность строительно-монтажных работ. Уменьшив продолжительность работ, лежащих на «критическом пути», можно сократить сроки монтажа и ускорить ввод объекта в эксплуатацию Сетевой график в Приложении 3.
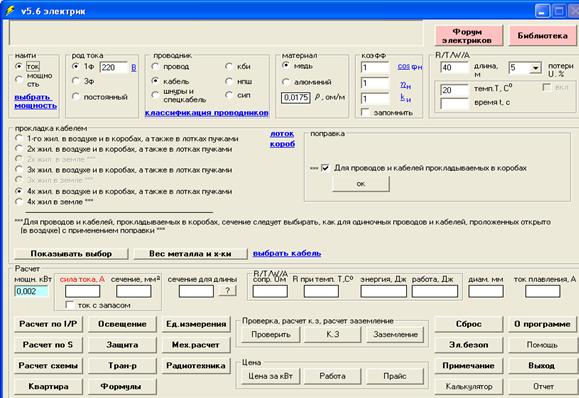
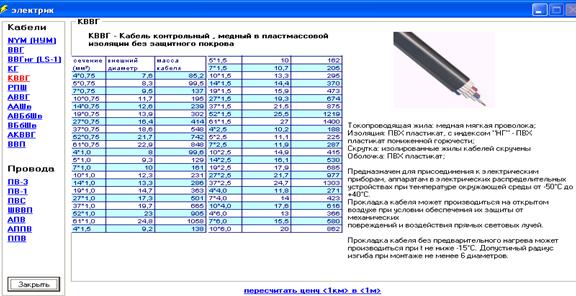
Рисунок 1.2 - Сетевой график производства монтажных работ График монтажных работ представлен в таблице 2. 2.Монтаж элементов обьекта автоматизации2.1 Выбор проводов,кабелей,соединительных коробов,труб и способов их прокладкиПо назначению электрические проводки делятся на измерительные, командные и питающие. Измерительные проводки могут быть нескольких типов, отличающихся особенностью монтажа и материалами. Командные проводки применяют для соединения измерительных приборов с электрическими и электронными регуляторами, регуляторов с исполнительными механизмами, сигнализирующих приборов с сигнальными устройствами. Линии электрического питания применяют для подвода напряжения от щитков питания к потребителям. По способу выполнения электрические проводки разделяют на открытые и скрытые. Кабельную продукцию в зависимости от конструкций подразделяют на кабели, провода и шнуры. Кабель - одна или более изолированных жил (проводников), заключенных, как правило, в металлическую или неметаллическую оболочку, поверх которой в зависимости от условий прокладки и эксплуатации может иметься соответствующий защитный покров, в который может входить броня. Провод - одна неизолированная или одна и более изолированных жил, поверх которых в зависимости от условий прокладки и эксплуатации может иметься неметаллическая оболочка, обмотка и (или) оплетка волокнистыми материалами или проволокой. Совершим монтаж с помощью программы “Электрик” В качестве проводника выберем кабель,материал медь,коэффициент 1, Длина 40метров,потери 5%,температура 20 С,осуществим прокладку кабелем 4-ех жильную в воздухе и в коробах,а также в лотках пучками,Выберем что все датчики потребляют примерно 2 Вт.Из этого рассчитаем сечение кабеля,а уж потом выберем кабель.
Нажмем на расчет по I/P
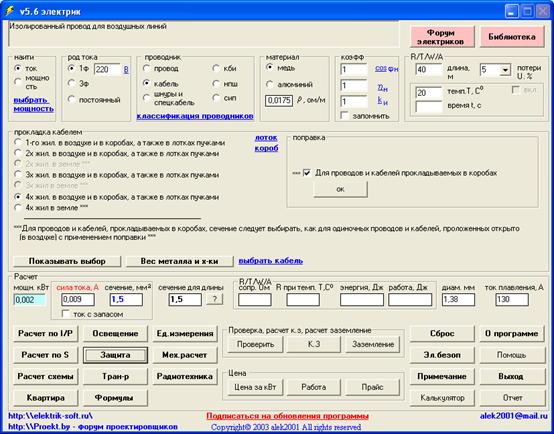
Выберем кабель из программ исходя из полученных данных Это кабель КВВГ 4*1.5
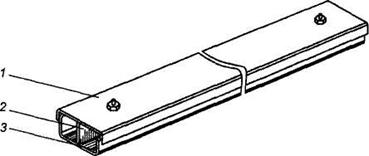
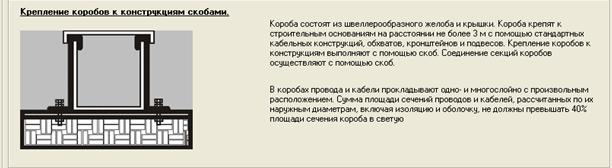
Коробы и их функции Металлические короб (рис. 6) — это конструкция из листовой стали длиной 3 м, состоящая из корытообразного основания 3, крышки 1, которая крепится болтами, и разделяющей перегородки 2. Внутри короба имеются планки для закрепления проводов и кабелей.
Рис. 2.1. Металлический короб: 1 – крышка; 2 – разделяющая перегородка; 3 – основание Элементы, входящие в номенклатуру коробов, обеспечивают прокладку трассы с необходимыми поворотами и разветвлениями. Ввод линии в электротехнические устройства осуществляется с помощью присоединительных секций. Выбираем соединительную коробку IP 65/66
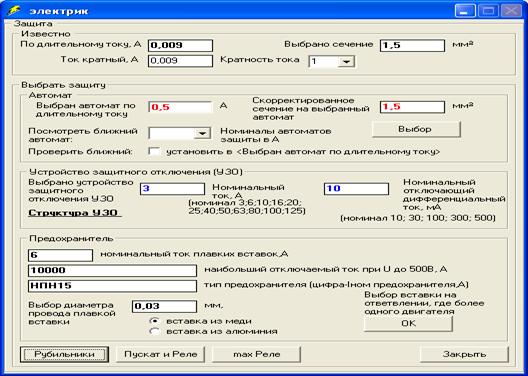
Сразу же рассчитаем защиту
Классификация трубных проводок. Трубные проводки делятся на: - импульсные -- соединяющие отборное устройство с чувствительным элементом. - командные, - соединяющие между собой отдельные функциональные блоки (первичные преобразователи, вторичные приборы, регуляторы и т.д.). - питающие, - соединяющие источники дополнительной энергии с элементами систем автоматизации. - выбросные (дренажные), - предназначенные для сброса отработанных жидкостей, газа, конденсата и т.д. - обогревные, - предназначенные для подачи и отвода теплоносителя. - охлаждающие, - предназначенные для подачи и отвода хладагента. - вспомогательные, - предназначенные для подвода инертных веществ к импульсным проводкам, а также для подвода к приборам жидкостей и газов для их периодической промывки или продувки. - защитные, - защищающие электрические провода и кабели от механических воздействий, а также применяющиеся при прокладке электрических линий в пожароопасных помещениях. Технические свойства труб PN 10 согласно DIN 8077. Таблица 2.1
Условия эксплуатации PN 10
Выбор трубы для реакционных газов Трубы полиэтиленовые для газопроводов по СТБ ГОСТ Р 50838- Таблица 2.2
Способы прокладки труб. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||