|
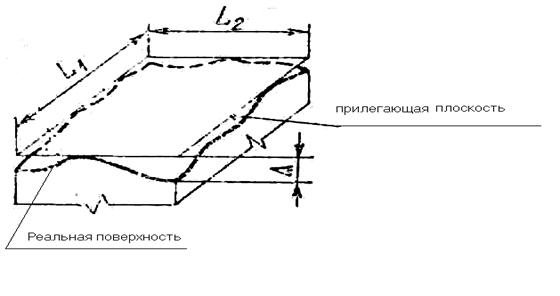
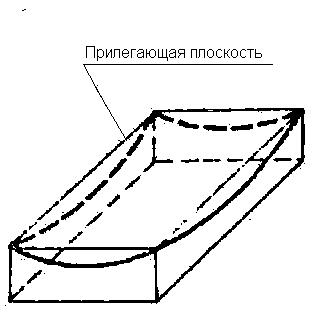
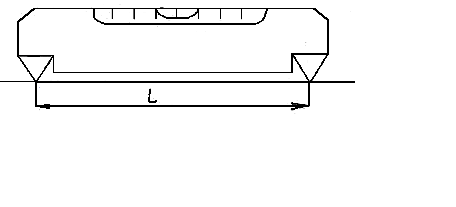
Дипломная работа: Измерительный контрольДипломная работа: Измерительный контрольОГЛАВЛЕНИЕ 1. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА КОНТРОЛИРУЕМЫХ ОБЪЕКТОВ И ПАРАМЕТРЫ, ПОДЛЕЖАЩИЕ ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ 2.ОБЗОР МЕТОДОВ И СРЕДСТВ КОНТРОЛЯ ПЛОСКОСТНОСТИ 2.1 Определение отклонений от плоскостности с помощью плит 2.2 Определение отклонений от плоскостности с помощью поверочных линеек 2.3 Определение отклонений от плоскостности с помощью уровней 2.4 Измерение отклонений от плоскостности по положению отдельных точек 2.4.1 Механический плоскомер 2.4.2 Оптико-механический плоскомер 2.5 Гидравлические методы измерения плоскостности 2.5.1 Метод свободно налитой жидкости 2.5.2 Метод сообщающихся сосудов 2.6 Измерение отклонений от плоскостности с помощью оптико-механических приборов 2.6.1 Измерение отклонений от плоскостности коллимационным и автоколлимационным методами 2.6.2 Измерение отклонений от плоскостности методом визирования 2.7 Выбор метода контроля плоскостности 3.РАЗРАБОТКА ФУНКЦИОНАЛЬНОЙ СХЕМЫ УСТАНОВКИ 4.РАСЧЕТ ОПТИЧЕСКОЙ СХЕМЫ 4.1 Расчет объектива 4.2 Расчет светоделительной призмы 4.3 Расчет пентапризмы 4.4 Расчет окуляра 5.ЭНЕРГЕТИЧЕСКИЙ РАСЧЕТ 5.1 Расчет коэффициента использования лазера 5.2 Расчет коэффициента светопропускания 5.3 Расчет полного сигнала приемника 5.4 Расчет крутизны сигнальной характеристики 5.5 Расчет уровня сигнала соответствующий дополнительной погрешности 5.6 Соотношение сигнал шум 6. АНАЛИЗ ПОГРЕШНОСТЕЙ УСТРОЙСТВА 6.1 Методические погрешности 6.1.1 Ослабление излучения лазерного диода в воздушном тракте и его влияние на точность работы измерительной системы 6.1.2 Рефракция лазерного луча 6.1.3 Погрешности центрирования от флуктуации показателя преломления воздушного тракта 6.2 Инструментальные погрешности 7. ОПИСАНИЕ КОНСТРУКЦИИ 8.ОПИСАНИЕ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ 9.МЕТОДИКА ЮСТИРОВКИ УСТРОЙСТВА ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ 9.1 Регулировка фокусного расстояния 9.2 Установка диафрагмы в фокальной плоскости объектива 9.3 Контроль направляющих 9.4 Юстировка светоделительного кубика 10.ЭКОНОМИЧЕСКАЯ ЧАСТЬ 10.1 Определение состава расчета 10.2 Расчет сметы затрат на разработку 10.3 Определение конкурентной цены объекта 10.4Расчет себестоимости изделия 10.5 Определение экономических результатов 11.БЕЗОПАСНОСТЬ ЖИЗНИДЕЯТЕЛЬНОСТИ И ОХРАНА ТРУДА 11.1 Условия эксплуатации устройства 11.2 Анализ и выявление потенциально опасных и вредных факторов на начальной стадии проектирования конструкции устройства для контроля плоскостности 11.3 Расчет лазероопасной зоны 11.4 Описание мероприятий, обеспечивающих безопасность планируемых исследований 11.5 Пожарная безопасность СПИСОК ЛИТЕРАТУРЫ 1.ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА КОНТРОЛИРУЕМЫХ ОБЪЕКТОВ И ПАРАМЕТРЫ, ПОДЛЕЖАЩИЕ ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ В качестве контролируемых объектов в задании по дипломному проектированию предложены корпусные детали, станки, машины, приборы, устройства и отдельные элементы. При этом габариты контролируемых деталей не превышают 12х12м, то есть перечисленные изделия относятся к группе среднегабаритных. Основной функциональной характеристикой данных является плоскостность. Измеряемые данные: -диапазон измеряемых отклонений ± 1.5 мм; -диапазон измеряемых отклонений 0.02 мм; -габариты контролируемых деталей 12х12м. В соответствии с ГОСТ-24642-81(СТ СЭВ 301-76) под понятием отклонения от плоскостностности понимают наибольшее расстояние ∆ от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка (рис.1).
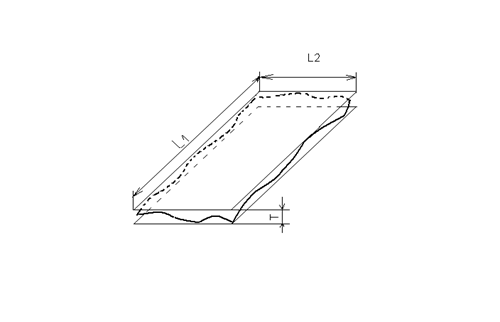
рис.1 ∆ - отклонение формы, отклонение расположения или суммарное отклонение формы и расположения. L-длина нормируемого участка. Т – допуск формы, допуск расположения или суммарный допуск формы и расположения. Определим некоторые термины. Установленные термины и определения рекомендуется применять для сборочных единиц машин и приборов в машиностроении и других отраслях промышленности. Реальной поверхностью называют поверхность, ограничивающую деталь и отделяющую ее от окружающей среды. Прилегающей плоскостью называют плоскость, которая соприкасаясь с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Реальной поверхностью называют поверхность, ограничивающую деталь и отделяющую ее от окружающей среды. Под допуском плоскостности называется наибольшее допускаемое значение отклонений от плоскостности. Под полем допуска плоскостности называют область в пространстве, ограниченной двумя параллельными плоскостями, относящими друг от друга на расстоянии равном допуску плоскостности Т (рис.2).
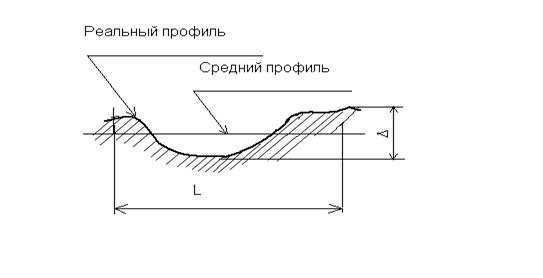
рис.2 Нормируемым участком называется участок поверхности, к которому относится допуск или отклонение формы или расположение элементов. Нормируемый участок должен быть задан размерами, определяющими его площадь, длину или угол сектора, а в необходимых случаях и расположение участка на элементе. Для криволинейных поверхностей или профилей нормируемый участок может задаваться размерами проекции поверхности или профиля. Если расположение нормируемого участка не задано, то может занимать любое расположение в пределах всего элемента. При измерении отклонений формы допускается их количественная оценка относительно среднего элемента. 1. Средний элемент-поверхность (профиль), имеющая форму номинальной поверхности и расположенная форму номинальной поверхности и расположенная по отношению к реальной поверхности так, чтобы среднее квадратическое отклонение точек реальной поверхности от средней поверхности (профиля) в пределах нормируемого участка имело минимальное значение. 2. При отсчете от среднего элемента отклонение формы равно сумме абсолютных значений наибольших отклонений точек реальной поверхности (профиля) по обе стороны от среднего элемента (рис.3).
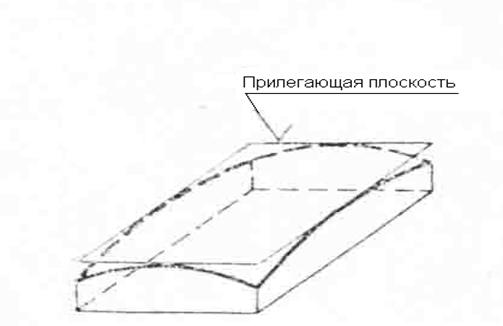
рис.3. Профиль-это линия пересечения поверхности с плоскостью или заданной поверхностью. Номинальной поверхностью называется идеальная поверхность, номинальная форма которой задана чертежом или другой технической документацией. Средний профиль-это профиль средней поверхности. Номинальный профиль- это профиль номинальной поверхности. Реальный профиль- это профиль реальной поверхности. Для плоскостности выделяются частные виды отклонения – выпуклость и вогнутость. Выпуклость – отклонение от плоскостности, при котором удаление точек реальной поверхности от прилегающей плоскости уменьшается от краев к середине (рис.4).
рис.4. Вогнутость - отклонение от плоскостности, при котором удаление точек реальной поверхности от прилегающей плоскости увеличивается от краев к середине (рис.5).
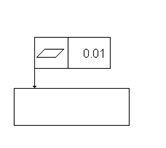
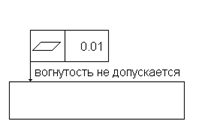
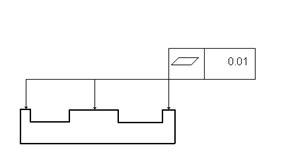
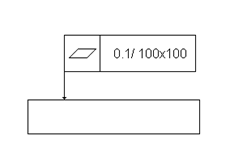
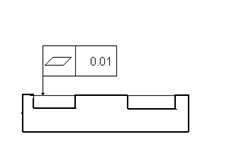
рис.5. Примеры обозначения на чертеже условными знаками требований к допускаемым отклонениям плоскостности согласно ГОСТу 2.308-79 (ГОСТ СЭВ 368-76) приведены в таблице 1. Примеры обозначения на чертеже условными знаками требований к допускаемым отклонениям плоскостности. Таблица № 1
Для нормирования числовых значений в ГОСТ 24643-81 установлены 16 степеней точности в зависимости от номинальной длины нормируемого участка, за которым в общем случае принимается длина большей стороны поверхности. Наиболее точные степени I–II рекомендуется для высокоточных измерительных поверхностей, направляющих высокоточных станков. Такие поверхности получают доводкой, тонким шабрением. Степени III – IV устанавливаются также к измерительным поверхностям средств измерения, но меньшей точности, чем было указано ранее (поверочные линейки, плиты и т.д.), базовые поверхности некоторых приборов, приспособлений (уровни ампульные, опоры контрольных приспособлений и т.п.). Такие поверхности получают доводкой, точным шлифованием и тонким шабрением. Степени V – VI устанавливаются для направляющих станков нормальной точности и обрабатываются шлифованием, шабрением и тонким точением. Степени VII –VIII устанавливают для всевозможных направляющих, опорных поверхностей, поверхностей подшипников, фундаментальных рам, фланцев и т. д. Такие поверхности получаются грубым шлифованием, фрезерованием, точением. Степени IX-X задаются на стыковочные поверхности, кронштейны вспомогательных механизмов и т.п. Они получаются фрезерованием, строганием, точением. Степени XI – XII используют для неответственных рабочих поверхностей, получаемых различными способами механической обработки. 2.ОБЗОР МЕТОДОВ И СРЕДСТВ КОНТРОЛЯ ПЛОСКОСТНОСТИ Все многообразие существующих и описанных в научно-технической литературе методов и средств контроля плоскостности, которые можно использовать для измерений среднегабаритных изделий, целесообразно разделить по физическому принципу задания измерительной базы на оптические и не оптические. В оптических средствах измерительная база, относительно которой измеряется реальное положение профиля, задается визирной осью или энергетической осью светового луча. Во всех не оптических, не смотря на разнообразие принципов действия (механический, гидравлический и др.), измерительная база задается элементами конструкции прибора. Для контроля плоскостности чаще всего используются приборы с механическим оптическим и гидростатическим принципом преобразования измеряемой величины. В механических приборах преобразовательный механизм построен на механическом принципе действия, т.е. преобразование малых перемещений измеряемых величин в большие перемещения на отсчетном или регистрирующем устройстве производится с помощью механических передач. Гидростатические приборы основаны на гидравлических методах измерения. Принцип измерения заключается в сравнении плоскости, образованной поверхностью жидкости, которая всегда располагается в горизонтальном положении, с проверяемой поверхностью. Оптические измерительные приборы представляют собой средства измерения, в которых при решении измерительной задачи главную функцию выполняют комплексы оптических элементов: объективы, окуляры, призмы, зеркала и передвигающие их рычаги, направляющие и т. п. Все оптические элементы соединяются направляемыми потоками лучей, несущими в себе измерительную функцию об измеряемой детали. Оптические приборы можно разделить на оптико-механические и оптико-электронные приборы. Рассмотрим несколько методов контроля плоскостности, осуществляемых с помощью различных приборов. 2.1 Определение отклонений от плоскостности с помощью плит Принцип измерения с помощью плит заключается в том, что плоскую поверхность плиты принимают за прилегающую поверхность и определяют отклонения реальной поверхности от поверхности плиты. Размеры плит (рис.6) бывают от 250 Х 250 до 4000 Х 1600 мм (7 типов размеров).
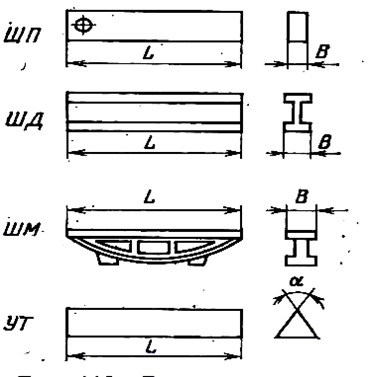
рис.6 Материалом плит обычно является серый чугун. В последние годы широкое распространение получили плиты, изготовленные из твердых каменных пород. Достоинством этих плит является то, что в них отсутствует внутреннее напряжение (камень необходимо добывать без взрыва). Твердость каменных плит значительно больше, чем твердость стали, что способствует повышенной стойкости таких плит к износу. Каменные плиты меньше подвержены деформации из-за измерения температуры окружающей среды, так как коэффициент теплового расширения ниже, чем у чугуна. Каменные плиты имеют коэффициент демпфирования в 15-20 раз выше, чем чугунные плиты, а это значит, что они менее чувствительны к возможным вибрациям. Точность плит обычно нормируется либо по числу пятен краски в квадрате с размером 25Х25 мм, либо через отклонения от прямолинейности в разных направлениях. Применение плит в большинстве случаев связано с определением плоскостности с помощью краски. Плиту покрывают тонким слоем краски (толщина слоя зависит от допуска на плоскость) и кладут на поверхность проверяемой детали. После перемещения плиты по поверхности детали (или наоборот) определяют число пятен, приходящихся на один квадрат 25Х25 мм. Погрешность проверки примерно 3-5 мкм. 2.2 Определение отклонений от плоскостности с помощью поверочных линеек Проверка плоскостности производится поверочными линейками типов: ШП - с широкой рабочей поверхностью прямоугольного сечения; ШД – с широкой рабочей поверхностью двутаврового сечения; ШМ - с широкой рабочей поверхностью, мостики; и УТ - угловые трехгранные (рис.7). Линейки с широкой рабочей поверхностью выпускают трех классов точности: 0,1,2.Линейки класса 0 применяют для проверки поверхности 4-й степени точности, класса 1- для 6-й и 7-й степени точности и класса 2- для проверки поверхности 7-й и 8-й степени точности. Размеры lxb линеек различных типов имеют следующие значения: для линеек типа ШП-205х5…630х10 мм; для линеек типа ШД-630х4…4000х30 мм; для линеек типа ШМ- 400х50…3000х110 мм. Линейки с широкой рабочей поверхностью применяют для проверки плоскостности узких поверхностей методом «на краску» и методом линейных отклонений. Угловые линейки типа УТ изготавливают длиной 400, 630 и1000 мм с двумя шабренными рабочими поверхностями, образующими угол α, равный 45, 55 и 60˚. По отклонениям граней от плоскостности эти углы делят на классы точности 0,1, и 2. Угловые линейки используют для одновременного контроля плоскостности пересекающихся поверхностями 7-й и 8-й степени точности методом «на краску». У поверочных линеек с широкой поверхностью отклонение от плоскостности находится в пределах от 2.5 до 100 мкм.
рис.7 2.3 Определение отклонений от плоскостности с помощью уровней Измерение отклонений от плоскостности брусковыми уровнями выполняют шаговым методом (рис.8). Сущность шагового метода заключается в последовательном измерении смещения отдельных точек проверяемой поверхности относительно предыдущей точки. При шаговом методе контроля выбор базы зависит от конструкции прибора. При использовании шагового мостика с уровнем за базу принимают горизонтальную плоскость, проходящую через начало координат. Оси X и Y лежат в этой плоскости, а Zперпендикулярна к ней.
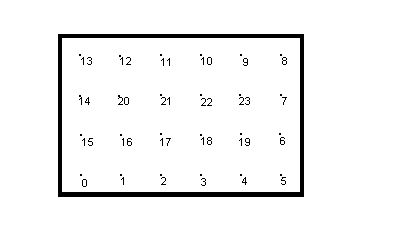
рис.8 Проверяемую поверхность изделия устанавливают грубо в горизонтальном положении. На поверхности в заданном направлении наносят отметки 0, 1, 2, ….23 с интервалом l=0.1 проверяемой длины. Уровень устанавливают на подставке с опорами, расстояние между которыми равно выбранному интервалу l.Схема перемещения уровня показана на рис.9.
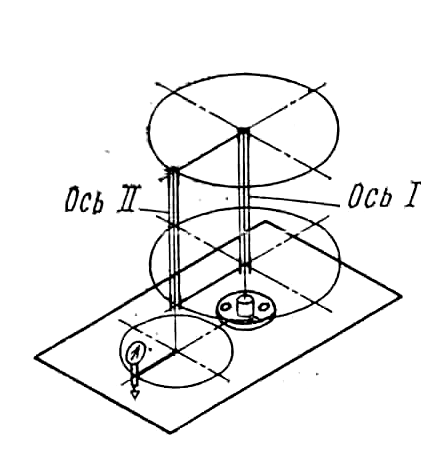
рис.9 Сначала измерения проводят по замкнутому контуру в точках 0, 1, 2, 3,…15, 0. Затем проверяют точки 15, 16, 17, …19, 6 и 14, 20, 21,…23, 7..Подставку перемещают последовательно на все участки поверхности. Показания отсчитывают по обоим концам пузырька при двух положениях уровня, отличающихся на 180˚. Результирующее показание определяют по четырем отсчетам. При обработке результатов измерений учитывают наклон поверхности как в продольном так и в поперечном направлениях. Zi= Pi- текущие показания измерительного прибора при шаговом измерении; i-любая из точек (на которые опираются ножки шагового мостика). После нахождения всех точек сетки контролируемой поверхности заносят в таблицу и приступают к построению графиков в трех координатах, а затем к построению прилегающей плоскости. 2.4Измерение отклонений от плоскостности по положению отдельных точек Принцип измерения заключается в том, что на поверхности измеряемой детали выбирают три точки (по возможности равномерно расположенные и разнесенные на поверхности) и принимают за исходные (базу) для отсчета положения остальных точек поверхности. При этом чаще всего принимают, что плоскость, проведенная через эти три точки, приблизительно параллельна прилегающей плоскости. 2.4.1Механический плоскомер Механический плоскомер (рис.10) устанавливают вертикально на измеряемую поверхность, при этом он имеет две поворотные оси I и II.
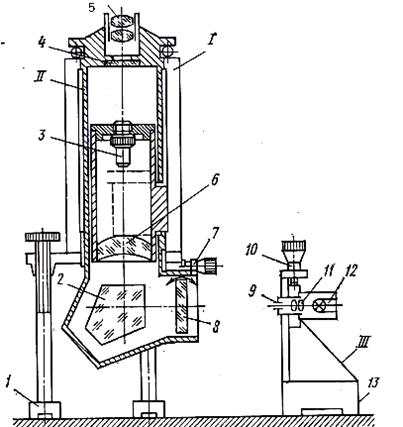
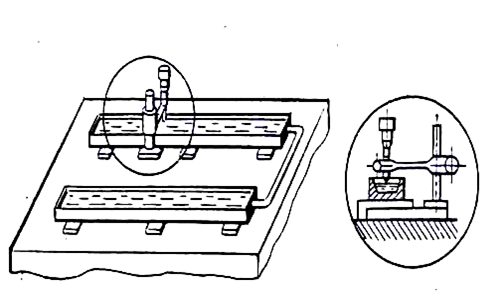
рис.10 На оси II с помощью кронштейна установлена измерительная головка, которая может поворачиваться вокруг своей оси, Ось II подвешена на кронштейне к оси I, которая также поворачивается. При измерении плоскомер устанавливают в середине измеряемой поверхности, После этого регулировкой основания оси I добиваются положение плоскомера, при котором показания измерительной головки во всех трех точках были бы одинаковы, Затем измеряют положение других точек поверхности относительно базовой плоскости. 2.4.2Оптико-механический плоскомер Оптико-механический плоскомер (рис.11) по принципу действия аналогичен механическому, но в нем использован оптический способ преобразования.
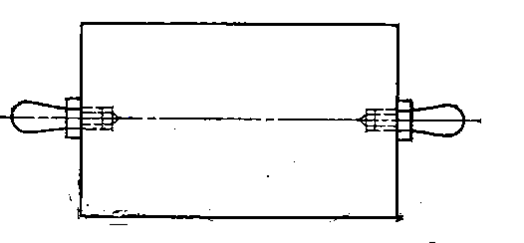
рис.11 Плоскомер состоит из неподвижной I и поворотной II частей. Неподвижная часть, устанавливаемая на измеряемую поверхность, имеет объектив 6 и микрообъектив 3. Неподвижную часть устанавливают на трех точках с помощью постоянных магнитов 1 (аналогично штативу с магнитным основанием). Положение плоскомера можно регулировать по высоте. Поворотная часть плоскомера имеет окуляр 5 с сеткой 4, пента-призму 2 и плоскопараллельную пластину 8. Визирная марка III (в комплект плоскомера входит четыре марки) содержит источник света 12, конденсор 11 и точечную диафрагму 9.Узел с этими элементами может смещаться по высоте микрометрической парой 10, а фиксироваться на измеряемой поверхности с помощью постоянного магнита 13. При измерении, как и в случае механического плоскомера, выбирают три точки на измеряемой поверхности и регулировкой опор плоскомера добиваются изображение всех трех светящихся точек в центре перекрестий сетки и прибора. После этого четвертую марку устанавливают в любую точку измеряемой поверхности и определяют отклонение ее положения от базовой плоскости по изменению изображения светящейся точки в поле зрения. Совмещение с центром сетки достигается поворотом плоскопараллельной пластины 8, а величину смещения определяют по микрометрической паре 7. 2.5 Гидравлические методы измерения плоскостности Принцип измерения заключается в сравнении плоскости, образованной поверхностью жидкости, которая всегда располагается в горизонтальном положении, с проверяемой поверхностью. 2.5.1 Метод свободно налитой жидкости Метод свободно налитой жидкости заключается в том, что на проверяемую поверхность устанавливают резервуар с жидкостью (рис.12).
рис.12. Вместе с резервуаром в свободные места на измеряемую поверхность устанавливают стойку с закрепленной на нее микропарой, у которой конец микровинта сделан в виде иглы. Вращением микровинта измеряют размер по микропаре при соприкосновении иглы с поверхностью жидкости (момент касания замечают по изгибу мениска или по замыканию электрической цепи). По разновидности отсчетов в разных точках плоскости судят о положении одной точки поверхности относительно другой. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||