|
Дипломная работа: Модернизация путевой рельсосварочной машиныВ настоящее время применяют индукционные установки типа ИТТ5-250/2,4П для термообработки сварных стыков рельсов в пути в комплексе с машинами ПРСМ-4. 1.2 Модификации путевых рельсосварочных машин ПРСМПутевые рельсосварочные самоходные машины предназначены для сварки электроконтактным способом стыков рельсов тяжелого типа при строительстве и ремонте железных дорог. Сварка рельсов может производиться как лежащих в пути, непосредственно по которому передвигаются машины, так и рельсов, уложенных вдоль этого пути – внутри или снаружи колеи. Рельсовые плети длиной 800 м, на места капитального ремонта пути, доставляются с рельсосварочных предприятий (РСП) специальными рельсовозными составами РС-800, которые вмещают 12 плетей или 4,8 км пути. В 2008 году введен в эксплуатацию рельсовозный состав вместимостью 12 км пути. Использование такого состава позволяет более интенсивно вести укладку плетей и сократить время на капитальный ремонт пути. Нижний предел температуры, при котором могут выполняться сварочные работы, определяется технологическим процессом на сварку рельсов, установленным потребителем, но ниже -200С. Машины обеспечивают выезд самоходом к месту сварочных работ и передвижение в процессе сварки от стыка к стыку с прицепным составом массой до 90 тонн. Парк ПРСМ на сети дорог составляет 80 единиц. Из них ПРСМ-3 — 25 шт., ПРСМ-4 — 47 шт., ПРСМ-5 — 5 шт., ПРСМ-6 — 5 шт. В 2006 году введена в эксплуатацию машина ПРСМ-6, которая оснащена индукционной установкой для дифференцированной термообработки сварного стыка с целью повышения его механических свойств и эксплуатационных характеристик, а также прессом для испытаний контрольных образцов. На сегодняшний день основную часть работ по сварке рельсовых плетей выполняют машинами ПРСМ-3 и ПРСМ-4. 1.2.1 Машина ПРСМ-4 Путевая рельсосварочная самоходная машина ПРСМ-4 предназначена для сварки электроконтактным способом стыков рельсов тяжелого типа при строительстве и ремонте железных дорог. Сварка рельсов может производиться как лежащих в пути, непосредственно по которому передвигаются машины, так и рельсов, уложенных вдоль этого пути – внутри или снаружи колеи на расстоянии до 2600 мм от оси пути.
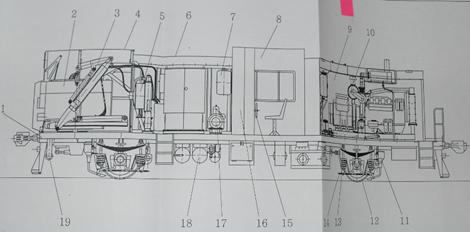
1- рама; 2- сварочное оборудование; 3- устройство для перемещения сварочного оборудования; 4- капот подъемный; 5- система охлаждения сварочной машины; 6- капот передний; 7- гидравлическое оборудование; 8- кабина; 9- капот задний; 10- силовая установка; 11- песочница; 12- блок колесно-моторный; 13- рессорное подвешивание; 14- передача рычажная тормоза; 15- тормоз ручной; 16- электрооборудование; 17- компрессор; 18- пневмотормозное оборудование; 19- устройство для подтягивания рельсов Рисунок 1.3 - Общий вид путевой рельсосварочной самоходной машины ПРСМ-4 В таблице 1.3 приведены технические характеристики путевой рельсосварочной самоходной машины ПРСМ-4. Таблица 1.3 – Техническая характеристика машины ПРСМ-4
1.2.2 Машина ПРСМ-3 Путевая рельсосварочная самоходная машина ПРСМ-3 предназначена для сварки электроконтактным способом рельсов, лежащих в железнодорожном пути в плети любой длины. Машина может сваривать рельсы, уложенные внутри колеи, снаружи ее на расстоянии до 650 мм от рельса и непосредственно на колее, по которой передвигается. В таблице 1.4 приведены технические характеристики путевой рельсосварочной самоходной машины ПРСМ-3. Таблица 1.4 – Техническая характеристика машины ПРСМ-3
Каховский завод электросварочного оборудования делал попытки по модернизации машин ПРСМ-3. На модернизированную машину ПРСМ-3 были установлены: · дизель-электростанция мощностью не менее 350 кВт вместо старой маломощной; · современная рельсосварочная машина К 922-1 с усилием осадки 120 тонн, что позволяет производить сварку вставок рельсов без деформации вставки в форму «петли»; · подъемник сварочного комплекса КСМ 005 вместо качающейся рамы; · пост охлаждения сварочного комплекса КСМ 005 вместо поста охлаждения ПРСМ-3; · дополнительный дизель-генератор и мотор-насос для аварийных ситуаций; · капот над подъемником со сварочной машиной; · новая система безопасности движения; · система обнаружения и тушения пожара. Модернизированная машина ПРСМ-3 способна выполнять качественные работы по строительству скоростных железнодорожных путей. В таблице 1.5 приведены технические характеристики модернизированной путевой рельсосварочной самоходной машины ПРСМ-3. Таблица1.5 – Техническая характеристика модернизированной машины ПРСМ-3
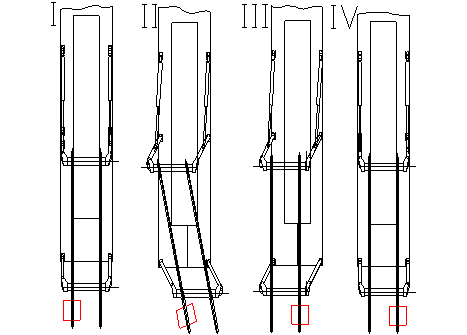
Так как данная модернизация по своей стоимости сопоставима с покупкой новой машины, она не получила широкого распространения, а ограничилась лишь экспериментальной моделью. 2. Модернизация грузоподъемного устройства 2.1 Разработка принципиальной схемы портала Путевая рельсосварочная самоходная машина ПРСМ-3 проектировалась для одновременной работы с двумя сварочными головками типа К-355. На практике работы ведутся только с одной сварочной головкой по ряду причин: - нехватка мощности питания трансформаторов сварочных головок, в результате получается низкое качество сварных стыков; - при оснащении машин ПРСМ-3 сварочными головками нового поколения К-922, которые имеют большие габаритные размеры по сравнению с К-355, то размеры платформы не дают возможности разместить две сварочные головки. Негативными последствиями работы с одной сварочной головкой являются: - повышается износ металлоконструкции и шарнирных соединений устройства для перемещения сварочной машины (портала), вследствие наклонов и прекосов; - сложность и неудобство проведения работ по перестановки сварочной головки с одной рельсовой нити на другой; - необходимость применения физического труда. При выполнении сварочных работ для перестановки сварочной головкой с одной рельсовой нити на другую приходиться выполнять следующие операции: I) Подъем сварочной головки после окончания сварки левой рельсовой нити; II) Производится перекос портала и опускание сварочной головки в колею; III) Портал наклоняется относительно оси пути (в данном случае влево), производят кантование сварочной головки вручную после чего ее поднимают; IV)Портал выравнивается, сварочную головку выставляют над правой рельсовой нитью опускают ее и производят сварку.
Рисунок 2.1 – Схема перестановки сварочной головки с одной рельсовой нити на другую. Проведя анализ устройства для перемещения сварочной оборудования установленного на машинах ПРСМ-3 на сегодняшний день, предложено установить поперечную балку с тельфером, которая позволит не наклоняя и не перекашивая портал перемешать сварочную головку с одной рельсовой нити на другую. Для того чтобы привести сварочную головку в рабочее положение необходимо обеспечить продольное перемещение поперечной балки, для этого поперечная балка подвешивается на ездовые балки. Так же требуется обеспечить подъем сварочной головки на высоту 1300 мм от головки рельса для установки ее на платформу машины.
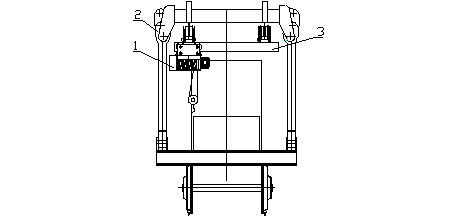
1- тельфер перемещения сварочной головки; 2- портал; 3- поперечная балка Рисунок 2.2 – Схема установки поперечной балки Для установки сварочной головки с одной рельсовой нити на другую обеспечивается поперечное перемещение тельфере 1 по поперечной балки на расстояние 1600 мм. При подготовки машины ПРСМ-3 к работе портал переводят сначала из транспортного положения в нейтральное, а затем в рабочее.
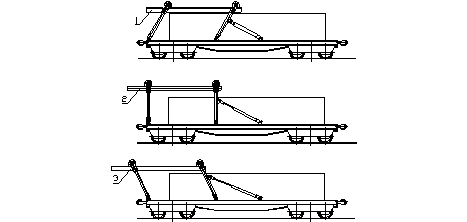
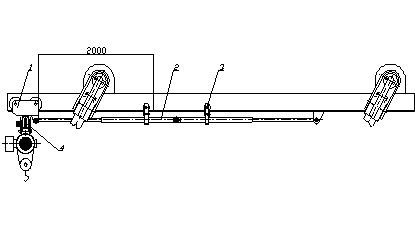
1- транспортное положение; 2- нейтральное положение; 3- рабочее положение Рисунок 2.3 – Схема подготовки портала к выполнению работ В нейтральном положение производиться строповка и подъем сварочной головки для дальнейшей подготовки к работе. Для выполнения данной операции обеспечивается продольное перемещение поперечной балки на расстояние 2000 мм при помощи двух гидроцилиндров, которые перемещают каретку с подвешенной на ней балкой.
1- передвижная каретка; 2- гидроцилиндры перемещения каретки; 3- опорные ролики гидроцилиндров; 4- поперечная балка с тельфером Рисунок 2.4 – Схема механизма перемещения поперечной балки Так как гидроцилиндры перемещения каретки имеют ход штока 1120 мм, то для исключения их перекоса устанавливаются опорные ролики 3. 2.2 Расчет металлоконструкции портала Цель расчета: проверить несущую способность металлоконструкции грузоподъемного устройства машины ПРСМ-3. Условия расчета: - на металлоконструкцию действуют нормальные и максимальные нагрузки рабочего состояния [1]; - группа режима работы портала 5К [1]. 2.2.1 Выбор расчетных сочетаний нагрузок В соответствии с [1], следует рассмотреть как минимум два сочетания расчетных нагрузок. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||