|
Контрольная работа: Вертикальные камеры паропрогреваСледовательно, прочность цементного камня, определяемая обычными методами, свидетельствует о преобладании структурообразующего или деструктивного процесса на определенном этапе твердения. При этом периоды сброса прочности являются не случайным, а вполне закономерным явлением. Задача же технологов состоит в том, чтобы обеспечить получение максимальной прочности бетона при коротком режиме пропаривания, пока в цементном камне не возникли и стали преобладающими деструктивные процессы, сопровождающиеся сбросом прочности. Пропаривание интенсифицирует процессы диффузии и перекристаллизации. Однако после достижения некоторого оптимума, зависящего от минералогического состава цемента, увеличение продолжительности пропаривания приводит к консервации указанных процессов. Приращение прочности при этом весьма незначительно. 1.4 Период остывания изделий в камере За периодом изотермического прогрева следует период понижения температуры в камере. Продолжительность его, так же как и остальных, может быть различной. На многих заводах сборного железобетона после окончания изотермического выдерживания прекращается подача пара в камеру, и изделие выдерживается в течение 2-3 ч. При этом скорость понижения температуры зависит от степени герметизации камеры и подчас составляет 2–5°С в 1 ч. Следовательно, за 2– 3 ч температура в камере понижается всего на 5–10°С и в случае пропаривания при 80° С. составляет 75–70°С. Далее крышку камеры открывают, и изделие некоторое время выдерживают в теплой камере, потом извлекают из нее и распалубливают. Такой режим охлаждения характерен для агрегатно-поточной схемы производства при пропаривании изделий в вертикальных камерах. Отсюда следует, что охлаждение изделий в основном протекает произвольно и зависит от степени герметизации камеры, а также от температуры в цехе. Для охлаждения изделий по заданному режиму необходим отсос пара и принудительная вентиляция камер. В период охлаждения бетона после изотермического прогрева в нем происходят следующие процессы. Вследствие того что изделие имеет температуру большую, чем среда камеры, из бетона начинает испаряться вода, поверхность его высыхает и становится светлее. Кроме того, вследствие разности температур в изделии возникают температурные перепады, которые приводят к образованию напряжений. При этом чем массивнее изделие и чем быстрее оно охлаждается, тем, естественно, больше температурные напряжения, которые могут привести к образованию трещин. Допустимая скорость понижения температуры зависит также и от прочности бетона, полученной к концу изотермического прогрева изделий. Температурные перепады приводят к образованию растягивающих напряжений. Поэтому чем выше прочность бетона, тем большие напряжения он может воспринять без разрушения. В тех случаях, когда предъявляются повышенные требования к водонепроницаемости и морозостойкости бетона, целесообразно охлаждать изделия путем орошения их водой с постепенным понижением ее температуры до температуры окружающей среды. Существенно влияют на появление температурных трещин при охлаждении сквозняки. В закрытом помещении без сквозняков температурный перепад 60–70°С может не вызвать образования трещин, в то время как при охлаждении на улице, особенно при ветре, даже при меньшем температурном перепаде возможно их возникновение. Следовательно, в зависимости от условий последующего остывания величина допустимого температурного перепада должна быть различной. Если же изделия изготовляют на полигонах, а охлаждаются они на улице, то допустимым следует считать перепад 40°С. Независимо от места, где будут охлаждаться изделия (теплый склад или улица), необходимо, чтобы их со всех сторон омывал более холодный воздух. Одностороннее охлаждение, например, когда изделие находится на теплом полу, а охлаждается сверху, приводит к образованию трещин. 2. Характеристика вертикальной камеры и изделий Сушильные установки непрерывного действия представляют собой вытянутые (в высоту или в длину в зависимости от удобства размещения в цехе) камеры, внутри которых с помощью конвейеров различных конструкций высушиваемый материал перемещается от загрузочного к разгрузочному концу. Из-за трудности создания надежных конвейерных устройств для транспортировки тяжелых форм и крупных стержней эти сушила применяются только для сушки мелких и средних стержней. Сушила непрерывного действия работают с постоянным во времени тепловым режимом. Вертикальная камера выполняется в виде башни со стенами рамно-щитовой конструкции. Пространство между внутренним и внешним стальными листами обшивки рам заполняется теплоизоляционным материалом (шлаковой или стеклянной ватой). Внутри сушила движется вертикальный конвейер, состоящий из двух непрерывных роликовых цепей с подвешенными на них этажерками. На полки этажерок укладывают подвергаемые сушке стержни. Количество полок на каждой из этажерок зависит от размера стержней. При массе стержней до 5 кг обычно на этажерке устанавливают по три полки, при сушке более крупных стержней количество полок уменьшается. Изменяя скорость движения конвейера, можно устанавливать различное время пребывания стержней в сушиле в зависимости от их массы. Загрузка стержней производится со стороны восходящей ветви конвейера, разгрузка – с противоположной стороны, причем загрузка и выгрузка обычно механизированы. Топка сушила находится между двумя ветвями конвейера; размещена выше уровня загрузочного и разгрузочного окон, чтобы предотвратить выбивание горячих дымовых газон. Топливо сжигается в топке, расположенной внутри смесительной камеры, в которой происходит перемешивание выходящих из топки продуктов горения (с температурой 1000–1200° С) с холодным воздухом или отработанными газами. Наружная камера одновременно играет роль тепловой изоляции кладки топки. Приготовленный таким образом сушильный агент выходит из камеры смешения через отверстия в ее своде и поступает в сушильную камеру со стороны восходящей ветви конвейера. Поднявшись в верхнюю часть сушила, дымовые газы огибают перегородку, опускаются в нижнюю часть сушила, откуда дымососом часть их отводится для рециркуляции, а часть поступает в дымовую трубу. Вместо сплошной перегородки часто используются газоотбойные щиты, устанавливаемые над топкой. Меняя угол наклона этих щитов при помощи лебедки, можно регулировать распределение газовых потоков в сушильной камере. Помимо этого, дымовая труба соединена с верхней частью сушильной камеры четырьмя короткими трубопроводами с заслонками на каждом из них. Все эти средства позволяют регулировать работу сушила и подбирать тот режим сушки, который требуется для данных стержней. Стержни перед выдачей из сушила охлаждаются. Зоной охлаждения служит участок нисходящей ветви конвейера между дымоотборным отверстием и разгрузочным окном. Охлаждение стержней осуществляется воздухом, подсасываемым в сушильную камеру через окно разгрузки. Отопление может осуществляться любым видом топлива (твердым, жидким или газообразным), сжигание которого осуществляется с помощью топливосжигательных устройств. 3. Номенклатура выпускаемых изделий Основными изделиями, которые пропариваются в вертикальной камере, являются железобетонные плиты. Свойства железобетона оказывают большое влияние на процесс протекания тепло-влажностной обработки. Исходя из этого, необходимо выявить основные свойства железобетона и его номенклатуру. камера вертикальный изделие номенклатура Таблица 2 – Номенклатура железобетонных изделий
4. Расчет 4.1 Конструктивный расчет Для расчета рассмотрим изделие ПК 46-12 1)Длина камеры: Lк=2Lф+3L1, где Lф- длина формы вагонетки (в среднем длина изделия +0,5) L1 – расстояние между стенкой камеры и формой Lк=2*5,1+3*0,5=11,7 м 2) Ширина камеры Вк=Вф+2В1;м, где Вф- ширина формы В1 - то же, что L1, только по ширине Вк=1,2+1=2,2 3) Высота камеры Нк=nяhф+(nя+1)h1; м, где: hф- высота формы (высота вагонетки 0,31 м + толщина изделия) h1 – высота консоли поворотных устройств и расстояние от формы до пола камеры и потолка nя – количество ярусов Нк=6*0,67+5*0,2=5,02 м 4) Количество камер определяют по формуле:
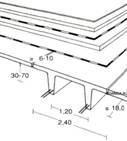
Вычислим длины зон, подставив значения: для зоны подогрева - LI = 5,02 (3,5 / 12) = 1,45 м; для зоны изотермической выдержки - LII = 5,02 (6/ 12) = 2,5 м; для зоны охлаждения - LIII = 5,02 (2,5 / 12) = 1,05 м; 4.2 Технологический расчет Длительность технологического цикла работы установки: фц=фз+фпред+фТВО+ фр,ч, фц=1,6+0,16+16+0,86=18,62 ч. фз– длительность загрузки установки, которая равна: фз=(фф+фтр)* n; фф–время формования, определяемое по нормам технологического проектирования; 5 минут фтр – время транспортирования формы с изделием от формовочного поста в установку; 5 минут фз = (0.08+0.08)*10=1.6 ч. фпред – время предварительной выдержки, берётся по нормам технологического проектирования; 0,16 ч (10 минут) фТВО – длительность режима тепловой обработки, выбирается по нормам технологического проектирования; 16 часов фр –длительность разгрузки камеры: фр=(фск+фтр* n), где фск≈0,06 ч (4 мин) – время открытия камеры. фр=(0,06+0,08*10)=0,86 ч. Суточная оборачиваемость установки: Ксут=24/ фц, ч. Ксут=24/18,62=1,29 ч. Количество циклов работы установки в год: Кгод= фгод* kисп / фц, где фгод– время работы одной установки в год от количества рабочих дней (обычно 260) и смен, ч. фгод= фц*260=18,62*260=4840, kисп=0,9 – коэффициент использования установки. Кгод=4840*0,9/18,62=234 Годовая производительность одной установки: N=Е*Ксут*260, м3 где Е – вместимость камеры по изделиям, Е=Vизд*20=2,059*20=41,2, м3. N=41,2*1,29*260=13818 м3 nустан.=П/ N, штук. nустан.=200000/13818=14,47, 4.3 Теплотехнический расчет. Аэродинамический расчет Температура разогрева 85 С0 Общий расход тепловой энергии Q, МДж/м3 при разогреве бетона изделий определяется по формуле: Q = K(Qб + Qм + Qрп), где K - коэффициент, учитывающий потери тепла с конденсатом. Численные значения коэффициента определяются по табл. 1 прил. 3 и равняется при температуре разогрева 85 С0 составляет 1,07 Qб - расход тепловой энергии на разогрев бетона изделий с учетом тепловыделения, МДж/м3; определяется по табл. 2 прил. 3 и равняется для бетона В30 (400) 109 МДж/м3 Qм - расход тепловой энергии на разогрев металла форм, МДж/м3; определяется по табл. 3 прил. 3 и равняется 50 МДж/м3 Qпр - расход тепловой энергии на разогрев элементов ограждений блока камер, включая потери тепла за время разогрева, МДж/м3. Qпр = (q1ЧF1 + q2ЧF2 + q3ЧF3 + q4ЧF4 + q5ЧF5)/Vб0, где F1 - площадь поверхности наружных стен блока камер выше нулевой отметки пола, м2 F1=2(Lк+2*д)*(Hк–hз)+2(Bк*3+4*д)(Hк-hз) F1=2(6.58+2*0.3)(2,6-0.5)+2(3.83*3+0.3*4)(2,6-0.5)=30+53,3=83,3м2 F2 - площадь поверхности наружных стен блока камер ниже нулевой отметки пола, м2 F2= 2(Bк*3+4*д)*hз+2(Lк+2*д)hз F2=2(3,83*3+4*0,3)0,5+2(6,58+2*0,3)0,5=19,88м2 F3 - площадь поверхности днища, м2 F4 - площадь поверхности крышки м2 F3 = F4= (Bк*3+ д*4)*(Lк+2*д) F3 = F4 =(3,83*3+0,3*4)*(6,58+2*0,3)=90,4 м2 F5 - площадь поверхности перегородок м2 F5 = 3* Lк* Hк F5 = 6,58*2,6=17 м2 Vб0 - объем бетона прогреваемых изделий, м3 Vб0 =Vб *3=20,5*3=61,5 м3; q1 - q5 - удельные потери тепловой энергии, приходящиеся на 1 м2 поверхности отдельных ограждений при различных температурах разогрева изделий, °С и определяются по табл. 4 и 5 прил. 3: q1=19,5 МДж/м2 q2=15,9 МДж/м2 q3=15,9 МДж/м2 q4=8 МДж/м2 q5=19,7 МДж/м2 Qпр=(19,5*83,3+15,9*19,88+15,9*90,4+8*90,4+19,7*17)/61,5=72 МДж/м3 Q=1,07(109+50+72)=231 МДж/м3 По удельному расходу тепловой энергии Q, кг/ч, рассчитывается часовой расход пара по формуле G = QVб0,43/ф, где Vб - объем пропариваемого бетона в плотном теле, равняется 61,5 м3; ф - продолжительность подачи пара в установку(3 ч). G=231*61,5*0,43/3=2036 кг/ч 5. Новые технологии Использование теплогенераторов (воздухонагревателей) в работе пропарочных камер для железобетонных изделий. В настоящее время многие предприниматели строят или восстанавливают мини-заводы по производству шлакоблоков и небольших бетонных изделий. Для того чтобы эти изделия приняли требуемую прочность по технологии изготовления их необходимо “пропаривать», т.е. обеспечить просушку ЖБИ в паровоздушной среде при температуре порядка 60-1000С и относительной влажности 90-100%. На крупных заводах железобетонных изделий и комбинатах панельного домостроения данная операция выполняется по схеме, изображенной на рисунке. Основной принцип работы данной схемы следующий: · Требуемая влажность обеспечивается непосредственной подачей пара в пропарочную камеру. · Требуемая температура в камере поддерживается за счет тепла от подаваемого пара и за счет отопительных приборов, работающих от пара. Электромагнитные клапаны открывают либо закрывают расход пара в пропарочную камеру (сушильную камеру) в зависимости от влажности и температуры. Все параметры (влажность и температуру) отслеживает и управляет работой парового котла, электромагнитных клапанов и всей системы контроллер. Для обеспечения работы данной схемы требуется строительство паровой котельной, применение систем водоподготовки и т.п. При этом система пароснабжения камеры не предусматривает возврата конденсата в котельную, а это увеличивает эксплуатационные затраты. Другой вариант получения требуемых параметров паро-воздушной смеси в пропарочной камере – применение теплогенераторов (воздухонагревателей) смесительного или рекуперативного типа. Принцип работы данной схемы следующий: · Требуемая влажность обеспечивается впрыскиванием воды через дополнительную камеру в нагретый воздух. После чего паровоздушная смесь подается в пропарочную камеру. · Требуемая температура в камере поддерживается за счет тепла, подаваемого воздуха. Электромагнитные клапаны открывают либо закрывают расход пара в сушильную камеру в зависимости от влажности и температуры. Все параметры (влажность, температуру) отслеживает и управляет работой теплогенератора, оросительной камерой, всей системой в целом контроллер. Для обеспечения работы данной системы не требуется применения системы водоподготовки. При этом допускается использование технической и оборотной воды, очищенной механически, что значительно уменьшает затраты по эксплуатации системы. Краткие технические данные
Список использованных источников 1. Перегудов В.В., Роговой М.И. Тепловые процессы и установки в технологии строительных изделий и деталей. – М.: Стройиздат, 1983. – 416 с. 2. Ерёмин Н.Ф. Процессы и аппараты в технологии строительных материалов. – М.: Высш. Шк., 1986. – 280 с. 3. Лариков Н.Н. Теплотехника. – М.: Стройиздат, 1985. – 431 с. 4. Бакластов А.М. Проектирование, монтаж и эксплуатация теплоиспользующих установок. – М.: Энергия, 1970. – 569 с. 5. Миронов С.А., Малинина Л.А. Ускорение твердения бетона. – М.: Стройиздат, 1964.- 349 с. 6. Миронов С.А., Френкель И.М., Малинина Л.А. и др. Рост прочности бетона при пропаривании и последующем твердении. – М.: Стройиздат, 1973. – 96 с. 7. Малинина Л.А. Тепло-влажностная обработка тяжелого бетона. – М.: Стройиздат, 1977. – 160 с. 8. Пособие по тепловой обработке сборных железобетонных конструкций и изделий. – М.: Стройиздат, 1989. – 50 с. 9. ГОСТ 13015.0-83 конструкции и изделия бетонные и железобетонные сборные. 10. СНиП 3.09.01-85 Производство сборных железобетонных. 11. СНиП II-3-79** Строительная теплотехника. 12. ОНТП-07-85 Общесоюзные нормы технологического проектирования предприятий сборного железобетона. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Страницы: 1, 2
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||