|
Дипломная работа: Разработка элементов системы менеджмента качества и улучшение производства цинка из отходов ванн горячего цинкования- многолетним использованием проверено качество защиты горячим цинкованием водопроводных и канализационных труб. В Москве горячее и холодное водоснабжение осуществляется по трубам прошедшим защиту горячим цинкованием. - опоры рекламных щитов, перильные и дорожные ограждения, металлические лестницы. - конструкции кранов и различного оборудования используемого на речных и морских судах. - самые различные металлические конструкции, эксплуатируемые на железной дороге, в том числе элементы контактной сети. - и многое другое. По статистическим данным ежегодная потеря металлопроката от коррозии составляет от 5 до 10%, в условиях роста цен на энергоресурсы, а соответственно затрат на воспроизводство металла, защита от коррозии становится наиболее актуальна. Процесс горячего цинкования – процесс, защищающий железо и сталь от образования ржавчины. В сущности, он предполагает погружение металлоконструкции с химически чистой поверхностью в ванну с расплавленным цинком, который реагирует с железом с образованием защитной пленки. Этот принцип остается неизменным в течение 150 лет существования процесса цинкования, но обширные исследования по всем аспектам технологии превратили современное цинкования в технически контролируемое производство. В силу того, что расплавленный цинк не может вступать в реакцию с металлом или сталью покрытой вторичной окалиной или маслом, металлоконструкция перед погружением в расплавленный цинк должна пройти процесс очистки, который включает обезжиривание, пескоструйную очистку и кислотное травление. Затем металлоконструкцию покрывают флюсом для активации поверхности, что улучшает ее «смачивание» цинком и их взаимодействие при погружении. При извлечении конструкции избыток цинка стекает обратно в ванну. Оцинкованное изделие погружают в ванну с водой для охлаждения или оно остывает на воздухе. Существуют два основных способа цинкования различающиеся по методу нанесения флюса. При цинковании с расплавленным флюсом материал после травления и промывки погружают в цинковую ванну, на поверхности которой плавает слой флюса. При сухом цинковании слой флюса высушивают на поверхности материала перед погружением в чистую ванну с расплавленным цинком. Процесс оцинковывания состоит из трех основных этапов: - подготовка поверхности; - оцинковывание; - проверка.
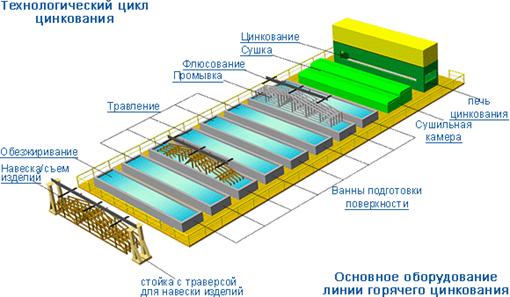
Рисунок 3. Схема линии горячего цинкования Навеска продукции осуществляется вручную, как правило, путем подвески и увязки металлоконструкций на траверсы проволокой диаметром 3–6 мм (в зависимости от массы изделий). При оцинковании мелких изделий для повышения производительности навески могут применяться специальные приспособления. Размер изделий, их конструктивные особенности важны для рационального выбора способа навески и количества навешиваемых изделий, т. о. для различных конфигураций цинкуемых изделий требуются особые, индивидуальные способы навески. На качество и толщину цинкового покрытия оказывает влияние угол наклона изделия к поверхности расплава цинка в ванне цинкования (чем больше угол наклона, тем меньше толщина и лучше качество поверхности покрытия). Угол навески цинкуемых изделий ограничен габаритными размерами ванн подготовки и ванны цинкования. Для стального проката этот угол составляет 10–45 градусов. Последним этапом технологического цикла оцинкования изделий является съем оцинкованной продукции с траверс для отгрузки. Для сохранения качества цинкового покрытия при съеме изделий необходимо соблюдать ряд требований: изделия должны быть охлаждены; должны быть исключены контакты, а также удары и падения между собой и пр. металлическими предметами; отгрузка и увязка оцинкованных изделий должна осуществляется тканевыми тросами. Обезжиривание. Поверхность стали подлежащая цинкованию, всегда, за исключением редких случаев, в большей или меньшей степени загрязнена маслами или жирами. Эти компоненты появляются на металлоконструкциях вследствие предшествующих обработок и / или манипуляций, которым они подвергались. Это особенно касается деталей, изготовленных из листа. Жиры и масла, подвергаясь старению при контакте с атмосферой, модифицируются, что порой еще больше затрудняет их удаление. Жировое покрытие действует как непроницаемая оболочка на оксидах, из-за чего не происходит полного процесса кислотного травления. Часто жировые вещества проникают вглубь пор на поверхности и не обнаруживаются при поверхностном визуальном обследовании. Обезжиривание поверхности металлоконструкций имеет все основания рассматриваться в качестве основной процедуры всего цикла химической подготовки к процессу горячего цинкования. Эффективное обезжиривание дает гарантию выполнения успешного качественного процесса травления. Травление. Металлы имеют свойство окисляться, т. о. сталь всегда покрыта слоями оксидов, состоящих из химических соединений железа с кислородом и водой, состав и толщина которых зависят от условий, при которых они формировались. Оксидный слой препятствует реакции жидкого цинка с железом и потому должен быть устранен до металлургического процесса цинкования. Если и существуют ситуации, при которых очистка проводится механически (пескоструйная очистка), в огромном большинстве случаев металлоконструкции проходят химическую обработку процедурой кислотного травления. Кислоты, используемые при горячем оцинковании, следующие: соляная кислота и серная кислота. Из двух кислот, в технологии цинкования предпочтительней первая, поскольку она активна при температуре окружающей среды, и создаёт меньше проблем на следующей стадии химической обработки. Промывка. Операция промывки необходима для предотвращения переноса хлоридов железа и кислоты HCl в ванну флюсования, а далее и в ванну цинкования. Железо представляет собой «нежелательный» элемент в растворе флюсования. Сам по себе хлорид железа обладает некоторым флюсующим действием, однако его наличие имеет и некоторые отрицательные стороны: - соли железа в активной форме вызывают перенос ионов Fe2 в ванну цинкования, с последующим увеличением количества гартцинка; - при контакте с атмосферой железо окисляется, его окисленные компоненты являются малорастворимыми и стремятся пристать к поверхности изделий, что вызывает появление участков, где металлургическая реакция между цинком и железом произойти не сможет. Значение pH-показателя: - с одной стороны, слишком высокий pH способствует выпадению цинка из раствора флюсования, уменьшая его активность; - с другой стороны, повышение кислотности означает присутствие свободной кислоты, большую коррозийность. По всем этим причинам проводятся регламентированные периодические химические анализы растворов, которые позволяют осуществлять сбалансированную корректировку всех имеющихся параметров. Флюсование. Другой очень важной стадией в процессе горячего цинкования является подготовка поверхности стали, теперь уже, по крайней мере, теоретически очищенной после обезжиривания и кислотного травления, для того, чтобы сделать ее пригодной для последующей операции, на которой выполняется термо-металлургическая реакция с цинком. В теперь уже повсеместно используемом «сухом» методе (сухое цинкование) данная стадия называется «предварительное флюсование». В ней поверхность деталей покрывается пленкой неорганического кристаллического соединения, называемого «флюсом». При горячем цинковании требуется, чтобы сталь была идеально чистой до самого погружения в расплавленный цинк; действительно, только «металлические чистые» поверхности могут реагировать друг с другом. Слой флюса служит для достижения этой цели благодаря своим следующим свойствам: - он удаляет загрязнения и нерастворимые соли, оставшиеся на поверхности деталей после травления; - предотвращает образование оксидов и / или солей, которое могло произойти во время ожидания и транспортировки к цинковой ванне; - освобождает от оксидов поверхность ванны цинкования в зоне, в которой происходит погружение обрабатываемых деталей. Таким образом, можно сказать, что флюс ведет себя как «очищающая пена», которая посредством очень сложных химических реакций предотвращает образование оксидов, удаляет остаточные соли и другие поверхностные загрязнения, предохраняя одновременно обрабатываемые поверхности от контакта с окружающей атмосферой. Кроме того, слой флюса действует как посредник между расплавленным цинком, который имеет очень высокое поверхностное натяжение, и сталью. Без этого промежуточного компонента расплавленный цинк не смог бы полностью «смочить» поверхность цинкуемых изделий. Фаза высушивания после флюсования очень важна. Действительно, если реакции, приводящие к появлению флюсующих свойств, начинаются на водном этапе, когда соли флюса, откладываются на поверхности стали, то полностью они заканчиваются на фазе сушки. Именно на этой фазе, когда раствор, концентрируясь, теряет воду, металлические соединения получают характеристики «сильной кислоты» способствующей активному взаимодействию расплава цинка со сталью. Также, на стадии сушки осуществляется предварительный подогрев цинкуемого материала. Температура изделий на выходе из сушильной печи составляют примерно 70–100°C. В сушильной камере необходимо наличие хорошей вентиляции, способствующей сушке изделий и удалению влаги из окружающего объема. Если температуры в сушильной печи слишком высокие, имеется опасность, что соль разложится и преждевременно начнет свое действие, оставив мало флюсующего вещества для реакции между цинком и металлом на этапе цинкования. С другой стороны, если сушка неполная и остается слишком много влаги на поверхности, имеется риск нового окисления какого-то участка поверхности, что приведет к дефектам покрытия. Цинкование. Для качественной работы ванны цинкования используется цинк высокого стандарта качества для полной уверенность в том, что любой нежелательный элемент не снизит требуемого качества покрытия. Это значит, что для создания такого покрытия должен использоваться цинк, соответствующий классам Zn 1 (99,995%) или Zn 2 (99,95%) в соответствии с нормативами EN 1179 и ISO 752 или Ц0 и Ц1 по ГОСТ 3640–94. В процессе горячего цинкования металлоконструкции погружаются в ванну с расплавленным цинком (430–450°С) и в результате реакции на поверхности изделия образуется ферроцинковый сплав, представляющий собой надежную антикоррозийную защиту, состоящую из нескольких слоев с различным удельным соотношением железа и цинка. Начиная от поверхности стали, первым расположен Гамма-слой (γ) толщиной около 1 мкм, состоящий из сплава стали и цинка, в котором последнего элемента присутствует около 25%. Следующим расположен Дельта-слой (d), содержащий порядка 10% железа, на котором располагается Дзета-слой (z). В Дзета-слое (z) присутствует 7% железа и можно видеть кристаллы, ориентированные по высоте. Слой, лежащий снаружи от него и называемый Эта-слой (h), можно рассматривать как почти чистый цинк, поскольку при температуре окружающей среды максимальное содержание железа в нем составляет 0,008%. Поэтому цинкование является очень востребованным видом защиты металла от коррозии. Но так же он является и безотходным видом производства так как его отходы в виде изгари цинка и гартцинка направляются на дальнейшую переработку. Так как отходов от ванн горячего цинкования образуется много около 7200 тн. изгари и 8000 тн. гарта в год по России. То считаю целесообразным выбрать именно переработку отходов гартцинка. 3.2 Техническое предложение Из сказанного выше можно говорить о том, что гартцинк является побочным продуктом процесса цинкования. С хлоридом железа (FeCl2) связано образование гартцинка – нежелательного продукта процесса горячего цинкования. При контакте с расплавленным цинком FeCl2 восстанавливается до железа: FeCl2 + Zn–Zn Cl2 + Fe. Образовавшееся железо, взаимодействуя с жидким цинком, переходит в гартцинк, который осаждается на дно ванны цинкования. С увеличением количества железных солей резко увеличивается образование гартцинка. Для предотвращения его накопления ванны горячего цинкования чистят и вынимают со дна гартцинк. Его химический состав бывает разнообразным, но в основном это почти чистый цинк с завышенным содержанием железа и свинца. В зависимости от химического состава температура плавления колеблется в пределах от 450 – 600 градусов Цельсия. Поэтому процесс получения чистого цинка из гартцинка является достаточно трудным. Необходимо из гартцинка убрать большое количество железа и свинца и улучшить его структуру. Для улучшения качества получаемой продукции предлагаю ввести в процесс переработки гартцинка процесс продувки расплавленного металла газом аргоном. Это сократит время плавки и улучшит качество материала, так как продувка аргоном способствует выведению газов, удалению шлаков и рафинирование от железа. 3.3 Старый технологический процесс получения цинка из гартцинка У нас на предприятии занимаются переработкой отходов цинка по пирометаллургическому способу. Оборудование применяемое для переработки гартцинка это тигельные печи с горелками на жидком топливе. Технический процесс состоит: 1. Закупка сырья; 2. Входной контроль и маркировка; 3. Складирование; 4. Подготовка оборудования к процессу плавки: - осмотреть оборудование; - получить задание на плавку; - получить материал на плавку; - прогреть печь 2 часа. 5. Процесс плавки: - загрузить материал в печь. - расплавить нужное количество материала. - перемешать полученный расплав. - взять пробник. - отнести в лабораторию. - результаты анализа предъявить мастеру. - мастер принимает решение, сколько необходимо времени рафинировать данный материал по результатам химического анализа. - после выдержки заданного времени (в среднем 30 мин). - снять дроссы, которые образуются на поверхности расплава. - расплав перемешать (усредняется химический состав и структура материала). - взять пробник. - отнести в лабораторию. - результаты анализа предъявить мастеру. - мастер принимает решение, сколько необходимо времени рафинировать данный материал по результатам химического анализа. - так до тех пор, пока не будет получен требуемый химический состав материала, это решение принимает мастер. 6. Окончание плавки слив материала; 7. Выходной контроль материала; 8. Маркировка; 9. Складирование. 3.3 Новый технологический процесс получения цинка из гартцинка Мое техническое решение заключается в том, что я буду продувать расплав газом аргоном. Это даст эффект по выведению газа, шлака и рафинирование расплава. При этом время плавки уменьшится и увеличится качество получаемого материала. Газ аргон был выбран по тому, что это очень инертный газ. Аргон был открыт в 1894 году английскими физиками Уильямом Рамзаем и Джоном Рэлеем, за что в 1904 году Уильямом Рамзай был удостоен Нобелевской премии по химии, а Джон Рэлей – Нобелевской премии по физике. Затем были открыты остальные инертные газы. Именно из-за своей удивительной химической инертности новый газ и получил своё название (греч. αργός – неактивный) Аргон – третий по содержанию после азота и кислорода компонент воздуха, его среднестатистическое содержание в атмосфере земли составляет 0,934% по объему, (1,292% по массе). Для осуществления моей технологии необходимо приобрести: Газовый баллон для аргона. Заправить баллон аргоном. Резиновый шланг для сжатого воздуха длинной 10 метров. Редуктор. Сделать колокол для продувки по чертежам. Средняя стоимость данного оборудования по городу Санкт-Петербургу на май месяц 2009 года приведена в таблице. Таблица
Итого капитальных вложений на осуществление нового технологического процесса 8300 рублей. Технический процесс состоит: 5. Закупка сырья; 6. Входной контроль и маркировка; 7. Складирование; 8. Подготовка оборудования к процессу плавки: - осмотреть оборудование; - получить задание на плавку; - получить материал на плавку; - прогреть печь 2 часа. 5. Процесс плавки: - загрузить материал в печь - расплавить нужное количество материала - перемешать полученный расплав - взять пробник - отнести в лабораторию - результаты анализа предъявить мастеру - мастер принимает решение, сколько необходимо времени рафинировать данный материал по результатам химического анализа - продуть расплав аргоном - после выдержки заданного времени (в среднем 20 мин) - снять дроссы, которые образуются на поверхности расплава - расплав перемешать (усредняется химический состав и структура материала) - взять пробник - отнести в лабораторию - результаты анализа предъявить мастеру - мастер принимает решение, сколько необходимо времени рафинировать данный материал по результатам химического анализа - так до тех пор, пока не будет получен требуемый химический состав материала, это решение принимает мастер. 10. Окончание плавки слив материала; 11. Выходной контроль материала; 12. Упаковка; 13. Маркировка; 14. Складирование. Данные полученные в результате эксперимента показывают, что при внедрении новой технологии производства цинка процесс плавки сырья сократился с 6,5 часов до 5,5. Материал стал намного чище и приобрел более правильную структуру. По данным лаборатории при старом технологическом процессе процент брака составлял около 20%. При новом технологическом процессе процент брака сократился и составляет 7%. По данным полученным в результате эксперимента была построена паутина качества (рисунок), на которой отобразился эффект от нового технологического процесса. Данные для паутины качества представлены в таблице. Таблица
4. Оценка экономической эффективности проектных решений 4.1 Методики экономического расчет технического предложения Переход народного хозяйства на рыночные отношения предполагает создание экономических предпосылок для эффективного действующего производства как с точки зрения рационального использования ресурсов, так и с точки зрения неуклонного ускорения научно-технического прогресса и полного удовлетворения потребностей производителей и потребителей. Основным результатом поставленных задач должно стать повышение качества всех видов продукции и обеспечение ее конкурентоспособности на внешнем рынке. Обеспечение высокого качества продукции требует коренного изменения научно технической политики, совершенствование технической базы производства и существенного улучшения оснащенности разработчиков новых видов изделий научными, аналитическими приборами и средствами вычислительной техники, а также разработки и скорейшего освоения передовых технологий. В данном разделе производится расчет экономической эффективности применения нового технологического процесса изготовления цинка из гарт цинка. Экономическая эффективность – результативность производства, соотношение между результатами хозяйственной деятельности и затратами труда. Честные показатели экономической эффективности производства производительность труда, фондоотдача и материалоемкость продукции. В масштабах общества показатель экономической эффективности – доля национального дохода в произведенном совокупном общественном продукте. Повышение экономической эффективности производства – важнейшая задача развития Российской экономики. Экономическая эффективность новой техники – характеризует народно-хозяйственные результаты и целесообразность производства новых технических средств, и их применения. Различают абсолютную и сравнительную экономическую эффективность новой техники: первая измеряется отношением получаемого эффекта к затратам на создание и внедрение новой техники, вторая применяется для выбора наилучшего варианта из имеющихся образцов. Повышение экономической эффективности производства достигается за счет повышения эффекта и снижения затрат; за счет внедрения научно-технических достижений, воплощенных в новых, более эффективных средствах производства, труда и управления, так и в результате мобилизации внутрихозяйственных резервов – наиболее полное имеющихся средств производства и профессионального мастерства работников. При сопоставлении вариантов хозяйственных или технических решений, размещения предприятий, выборе взаимозаменяемой продукции, внедрении новых видов техники и т.п. рассчитывается сравнительная экономическая эффективность затрат. Основной показатель наиболее оптимального варианта, определяемого в результате расчетов сравнительной экономической эффективности, – минимум приведенных затрат. Сравнение нового технологического процесса с базовым и определение его экономической целесообразности ведется по показателю приведенных затрат при обязательном рассмотрению качественных и социально-экономических факторов, обуславливающих его эффективность. 4.2 Выбор наиболее эффективного варианта на основе экономического расчета Конечной целью экономического расчета является показать, на сколько превосходит одна технология производства другую. Годовой объем получаемого цинка из гартцинка составляет 1200 тонн. Данные для определения экономической эффективности: - Стоимость гартцинка 24000 рублей 1 тонна. - Заработная плата плавильщика 30000 рублей в месяц. - Расход топлива 10 литров в час по 18 рублей за литр. - Общие расходы на производство 9290 рублей на тонну. - 1 смена составляет 8 часов. - Стоимость готового цинка 37000 рублей 1 тонна. - Процент брака равен 20. Для старой технологии: Продолжительность плавки 6,5 часов за это время производят 3,2 тонны. Время потраченное на производство 1 тонн: 6,5 * 1000 / 3200 = 2,01 часа. Время потраченное на производство 1 200 тонн: 1 200 * 2,01=2 412 часов Смен потрачено на производство 1 200 тонн: 2412 / 8 = 301,5 смен Зарплата на производство 1 тонн: 2,01 / 24 / 8 * 30000 = 315 рублей. Зарплата на производство 1 200 тонн: 301,5 / 24 * 30000 = 376 875 рублей. Топливо потрачено на производство 1 тонн: 10 * 2,01 = 20,1 литров. Денег на топливо на производство 1 тонн: 20,1 * 18 = 405 рублей. Топливо потрачено на производство 1 200 тонн: 10 * 2 412 = 24120 литров. Денег на топливо на производство 1 200 тонн: 24120 * 18 = 434160 рублей. Денег на сырье на производство 1 200 тонн: 24000 * 1 200 = 28 800 000 рублей. Денег на общие расходы на производство 1 200 тонн: 9 290 * 1 200 = 11 148 000 рублей. Себестоимость производства 1 тонны: 24000 + 9290 + 315 + 405 = 34 010 Себестоимость производства 1 200 тонны: 34010 * 1200 = 40 812 000 рублей. Прибыль: 37 000 * 1200 – 40 812 000 = 44 400 000 – 40 812 000 = 3588000 рублей. Потери по причине брака: 20% * 3 588 000 = 717600 рублей Итого: 3 588 000 – 717600 = 2 870 400 рублей Данные для определения экономической эффективности: - Стоимость гартцинка 24 000 рублей 1 тонна - Заработная плата плавильщика 30 000 рублей в месяц - Расход топлива 10 литров в час по 18 рублей за литр - Общие расходы на производство 9 440 рублей на тонну - 1 смена составляет 8 часов - Стоимость готового цинка 37 000 рублей 1 тонна - Процент брака равен 7 Для новой технологии: Продолжительность плавки 5,5 часов за это время производят 3,2 тонны. Время потраченное на производство 1 тонн: 5,5 * 1 000 / 3 200 = 1,71 часа. Время потраченное на производство 1 200 тонн: 1 200 * 1,71 =2 052 часов Смен потрачено на производство 1 200 тонн: 2 052 / 8 = 256,5 смен Зарплата на производство 1 тонн: 1,71 / 8 / 24 * 30 000 = 267 рублей. Зарплата на производство 1 200 тонн: 256,5 / 24 * 30 000 = 320 625 рублей. Топливо потрачено на производство 1 тонн: 10 * 1,71 = 17,1 литров. Денег на топливо на производство 1 тонн: 17,1 * 18 = 308 рублей. Топливо потрачено на производство 1 200 тонн: 10 * 2 052 = 20 520 литров. Денег на топливо на производство 1 200 тонн: 20 520 * 18 = 369 360 рублей. Денег на сырье на производство 1 200 тонн: 24 000 * 1 200 = 28 800 000 рублей. Денег на общие расходы на производство 1 200 тонн: 9 440 * 1 200 = 11 328 000 рублей. Себестоимость производства 1 тонны: 24 000 + 9 440 + 267 + 308 = 34 015 Себестоимость производства 1 200 тонны: 34015 * 1200 = 40 818 000 рублей. Прибыль: 37 000 * 1200 – 40 818 000 = 44 400 000 – 40 818 000 = 3582000 рублей. Потери по причине брака: 7% * 3 582 000 = 250 740 рублей Итого: 3582000 – 250740 = 3331260 рублей. Получается что, производя цинк по новой технологии, мы получаем прибыль больше. Себестоимость нашей продукции возросла, но уменьшилось время изготовления и процент брака. Мы экономим 460860 рублей. Прибыль от нашей технологии превосходит затраты на оборудование в 55 раз. Заключение В результате выполнения данного дипломного проекта были решены следующие задачи: 1. Проведен анализ элементов системы менеджмента качества организации, по результатам которого были: - выявлены недостатки в организации элементов СМК. - приняты решения по улучшению СМК. 2. Разработано руководство по качеству, которое описывает всю систему менеджмента качества. А так же политика в области качества, которая задает направление для развития качества организации. 3. Предложен новый технологический процесс переработки гартцинка. Этот технологический процесс позволяет улучшить очистку цинка от примесей и позволяет сократить время переработки. Предлагаемый вариант может использоваться в дальнейшем. 4. Проведена экономическая оценка технического предложения по совершенствованию технологического процесса переработки гартцинка. Разработанное руководство по качеству обеспечивает повышение эффективности СМК, а внедрение технического предложения должно способствовать повышению качества и производительности переработки гартцинка. Список литературы1. ГОСТ Р ИСО 9000–2001. Система менеджмента качества. Основные положения и словарь. М.: Госстандарт России. 2001. 2. ГОСТ Р ИСО 9001–2001. Система менеджмента качества. Требования. М.: Госстандарт России. 2001. 3. ГОСТ Р ИСО 9004–2001. Система менеджмента качества. Рекомендации по улучшению деятельности. М.: Госстандарт России. 2001. 4. Немчин А.М., Рейх А.К. Методические рекомендации по написанию, оформлению и защите дипломных проектов (работ). – СПб.: СПбГИЭУ, 2001. 5. Никитин В.А., Филончева В.В. Управление качеством на базе стандартов ИСО 9000:2000. 2-е изд. – СПб.: Питер, 2004. – 127 с. 6. Свиткин М.З., Мацута В.Д., Рахлин К.М. Менеджмент качества и обеспечение качества продукции на основе международных стандартов ИСО. – СПб.: Изд-во СПб картфабрики ВСЕГЕИ, 1999. – 403 с. 7. Федюкин В.К., Горшков Ю.П., Зайцев Г.Н. Методические указания по преддипломной практике, выполнению и защите выпускных квалификационных работ. Спец. 340100 – Управление качеством. – СПб.: СПбГИЭУ, 2003. 8. Экономика и управление на предприятии машиностроения. Методические указания по подготовке и защите выпускной квалификационной работы для студентов всех форм обучения. Спец. 060800 – Экономика и управление на предприятии машиностроения / Сост. Г.А. Краюхин, В.Ф. Глущенко, В.Г. Лебедев, Т.К. Мелешко, С.В. Пименов, Д.Н. Томилина. – СПб.: СПбГИЭУ, 2003. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Страницы: 1, 2
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||