|
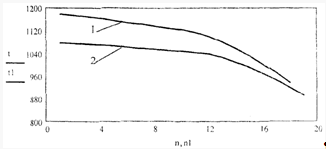
Курсовая работа: Снижение энергозатрат толстолистовых становКаждая из конструкций нагревателя обладает своими достоинствами и недостатками, и в каждом конкретном случае выбор зависит от многих факторов. Целесообразно провести сравнительный анализ этих трех типов ИНУ (индукционная нагревательная установка) по различным критериям. КПД системы. При нагреве слябов одинаковой длины и на одной частоте КПД для этих трех типов нагревателей будет примерно одинаков. Изменение длины нагреваемых слябов будет сказываться только на КПД индукторов Росса. При изменении ширины нагреваемых слябов в индукторах Росса могут возникнуть проблемы с равномерностью температурного поля из-за продольного краевого эффекта. В установках с возвратно-поступательном движением слябов, при уменьшении ширины сляба более чем в два раза от максимальной, предусмотрен одновременный нагрев двух слябов. Например, для поддержания высокого КПД и производительности при нагреве слябов различной длины и ширины в ИНУ, установленной в Geneva Steel, имеется возможность нагревать либо 2 сляба, расположенных рядом друг с другом, либо 4 сляба, расположенных двумя парами. Удобство транспортировки. При использовании индукторов Росса транспортировка представляет ряд трудностей, связанных с вертикальным расположением слябов и их устойчивостью на узкой грани. Также для индукторов Росса отсутствие футеровки во время транспортировки ведет к увеличению тепловых потерь с поверхности загрузки. Удаление окалины. При нагреве образуется окалина, которая, осыпаясь, попадает на элементы конструкции индуктора, и, тем самым, является одной из причин выхода ИНУ из строя. Наиболее приспособлены к удалению окалины индукторы Росса. Потребность в буферной зоне на выходе индуктора. ИНУ на основе периодических индукторов Росса и ИНУ с возвратно-поступательным движением сляба не нуждаются в буферных зонах на выходе установки. И, как преимущество, можно отметить, что в случае кратковременной остановки прокатного оборудования они могут использоваться в режиме термостатирования. Однако для ИНУ непрерывного действия возникают проблемы неравномерного распределения температуры в продольном сечении при нагреве длинных слябов. Начало сляба, покинув последний индуктор, подвергается остыванию, в то время как конец сляба все еще остается в ИНУ и продолжает нагреваться. Для решения этой проблемы можно менять мощность на последнем индукторе, перегревая начало сляба или используя на выходе ИНУ термостатирующую буферную зону. В качестве буферной зоны можно применять простейшую газовую печь, работающую в режиме компенсации тепловых потерь с поверхности загрузки, или же использовать тепловые экраны. Конечное температурное поле. Для нагрева стальных слябов одинаковой толщины и ширины равномерность конечного температурного поля будет при правильном выборе частоты приблизительно одинакова. Занимаемая площадь. Одно из преимуществ ИНУ в сравнении с газовыми печами — небольшая рабочая площадь. При сравнении различных типов ИНУ самые лучшие показатели у установки с возвратно-поступательным движением. Ее длина определяется максимальной длиной нагреваемых слябов. ИНУ, использующая периодические индукторы Росса, также занимает небольшую площадь (слябы размещаются вертикально), но для обеспечения необходимой производительности приходится использовать параллельно несколько линий (на McLouth Steel— 6 линий по 3 индуктора). Наихудшие показатели у непрерывного индуктора, его длина определяется из условия достижения нужного температурного поля и, как правило, намного больше, чем у ИНУ с возвратно-поступательным движением загрузки. Исходя из этого, можно сделать вывод, что он менее всего подходит для нагрева стальных слябов от начальной температуры окружающей среды. Из вышесказанного следует, что установка с возвратно-поступательным движением загрузки более универсальна и может использоваться как для нагрева, так и для подогрева слябов различной длины и ширины, и эта концепция была использована при разработке и внедрении индукционной установки мощностью 42 МВт для Geneva Steel (Utah, USA). Комбинированная работа индукционной нагревательной установки совместно с газовой печью. Доведение температурного поля сляба до необходимых кондиций непосредственно перед прокаткой можно осуществлять в индукционных нагревателях благодаря ряду преимуществ, таких как хорошие энергетические показатели, высокая скорость нагрева, небольшие габариты установок и т.д. Но исследования ERPI Center for Materials Production (Pittsburg, USA) показывают, что, несмотря на хороший КПД и равномерный нагрев, применение только индукционного нагрева часто оказывается слишком дорогим, особенно, в случае с тонкими слябами. Рекомендуется применять систему, которая бы использовала газовую печь для основного нагрева и применяла бы индукционную технику для тонкого регулирования температуры только перед самой прокаткой. Следует отметить, что экономические оценки для выбора метода подогрева должны учитывать специфику страны и местоположение завода, так как эти факторы будут оказывать влияние на стоимость электроэнергии и газа. Исходя из экономической выгоды, возможен выбор либо газового, либо индукционного оборудования, либо их комбинации. Установки индукционного нагрева потребляют на 73-80 % меньше конечной энергии, чем газовые установки. Следующим преимуществом индукционных установок являются широкие возможности регулирования нагрева, что приводит к повышению качества продукта и увеличению срока службы прокатного стана. Выбор же некоторых предприятий в пользу газовых установок для подогрева кромок вызван относительно высокой стоимостью индукционного оборудования и нередко очень высокой ценой на электроэнергию. В прокатном производстве, где необходимо нагревать слябы от комнатной температуры до температуры прокатки, индукционные установки составляют лишь незначительную долю нагревательного оборудования. В принципе, и здесь можно сократить потребление конечной энергии и окалинообразования путем использования индукционного нагрева, но эти преимущества незначительны в связи с тем, что техника пламенных печей высокоразвита, и поперечные сечения нагреваемого материала велики, и, следовательно, преимущества ИНУ не так значительны, так как выравнивание температуры по сечению заготовки происходит, в основном, за счет теплопроводности материала (так же, как и для газовой печи). Даже длительное время разогрева газовых печей не сильно сказывается на потреблении конечной энергии. Поэтому чисто индукционный способ нагрева слябов от комнатной температуры рекомендуется в том случае, если качество продукта определенно является приоритетной задачей, или если доступен источник дешевой электроэнергии. Определение метода нагрева по экономическим показателям (полученным из расходов на капитальные вложения, конечную энергию, применяемый материал, техническое обслуживание и т.д.) часто приводит предприятие к выбору пламенных методов нагрева. При этом даже присущий этим методам низкий КПД процесса не может ничего изменить, поскольку затраты на ископаемые горючие материалы сегодня значительно ниже, чем на электроэнергию. В связи со сказанным хочется отметить, что гибридная система, состоящая из газовой и индукционных печей, включает в себя ряд положительных моментов, присущих каждой из них в отдельности. Она требует меньше места, чем только газовая система, и предоставляет большую гибкость. Удобно использовать газовую печь как буфер слябов в случае кратковременной поломки прокатного оборудования, и применение ИНУ дает возможность понизить температуру газовой печи, тем самым будет снижено количество образующейся окалины. Низкотемпературная и "сухая" прокатка Рассматриваются два новых для ТЛС способа, которые почти не требуют для своего внедрения капитальных расходов. Это низкотемпературная прокатка (НТП) и так называемая „сухая" прокатка. Сущность НТП заключается в значительном, на 100..400°С, уменьшении температуры начала прокатки. НТП относительно давно и успешно применяется на тонколистовых широкополосных станах, а также на проволочных и сортовых станах. Проведенные исследования показали, что благодаря снижению температуры начала прокатки достигнута экономия энергии 120 Мдж/т на среднесортном стане и 195 Мдж/т - на мелкосортном. В Швеции на заводе фирмы Fagerstad AB Osterbyverken при прокатке мелкого сорта квадратного сечения 10,5х10,5 мм из заготовок диаметром 70 мм углеродной стали показана возможность снижения температуры начала прокатки с 1150 до 750°С, то есть на 400°С . Установлено также, что для прокатки заготовок пружинной, подшипниковой, инструментальной и нержавеющей сталей допустимо снижать температуру начала прокатки до 800-950°С. Снижение затраты энергии составило от 306 до 468 Мдж/т. При прокатке среднеуглеродистых сталей ~80% энергии тратится на нагрев металла до 1150°С. При снижении этой температуры до 750°С качество продукции остается соответствующим стандартам Швеции, а затрата энергии, невзирая на увеличение нагрузки двигателей стана, уменьшается. При снижении температуры прокатки нержавеющих сталей до 800-950°С затраты энергии уменьшаются на 13-20%. Однако до настоящего времени не известны факты внедрения или хотя бы исследования возможности ведения НТП на ТЛС. Причина - в особенностях скоростного режима прокатки на реверсивных станах, к которым относятся все ТЛС. В отличие от непрерывных станов, где скорость прокатки доходит до 25 м/с и более, время охлаждения при транспортировке раскатов от клети к клети небольшое, на ТЛС, при максимальной скорости 6 м/с, длительность пауз между проходами, особенно в чистовой клети, значительно больше. Увеличение скорости прокатки невозможно. Поэтому при существенном снижении температуры нагрева металла температура конца прокатки становится настолько малой, что процесс деформации становится невозможным. Но в принципе можно так изменить тепловой балансу прокатки на ТЛС, что металл не будет охлаждаться до недопустимой температуры. Очевидно, что для прокатки металла с существенно уменьшенной температурой необходимо уменьшать обжатия, следовательно, увеличивать количество проходов. Это приведет к большему приходу тепла от работы пластической деформации. При этом, конечно, будет увеличиваться и время охлаждения, следовательно, потери тепла металлом. Результат будет зависеть от того, который из этих процессов будет преобладать. Поскольку процесс прокатки зависит от очень многих факторов, то характер изменения составных теплового баланса можно установить только математическим моделированиям. Установлено, что потери тепла излучением при НТП уменьшаются до 70%, и это следствие того, что потери, соответственно закону Стефана-Больцмана, зависят от 4й степени абсолютной температуры. Потери тепла теплопроводностью валкам линейно зависят от перепада температур и по этому уменьшаются при снижении температуры метала в меньшей степени. Приход энергии от диссипации энергии пластической деформации, если прокатка ведется в одинаковых энергосиловых условиях, зависит только от числа проходов. Уменьшение температуры раската влечет уменьшение обжатий, а в следствии увеличение числа проходов. Обычно в черновой клети ТЛС совершается 5-7 проходов, а в чистовой 9-11. Увеличение числа проходов до 9-15 целиком допустимо. Т.о. приход тепла только за счет тепла деформации может увеличится в 1.5 раза. „Сухая" прокатка заключается в исключении попадания воды из систем охлаждения валков на прокат благодаря установлению замкнутых систем охлаждения. Ее эффективность в первую очередь зависит от тщательности изоляции раскатов от охлаждающей жидкости, потому как вода забирает наибольшее количество тепла при контакте с поверхностью. Поэтому при разработке замкнутых систем охлаждения важнейшим моментом является создание надежных уплотнений между валками и неподвижными деталями системы. Эта проблема решена в патенте 35811 Україна, А, B21B27/10. Моделирование процессов НТП и „сухой" прокатки было выполнено с помощью разработанной на кафедре ОМД и М ДонГТУ программы, в основу которой положена математическая модель теплового баланса раскатов листовых станов. Моделировался процесс прокатки на трех ТЛС - 2250 ОАО АМК с минимальными енергосиловими возможностями, 3600 „Азовсталь" с максимальными и на типичном отечественном стане 2800 ОАО АМК (до реконструкции), энергосиловые возможности которого можно считать средними. На рис. 1 показано изменение температуры при прокатке листа 16х1700х6000 из сляба 280х1250х1690 на стане 2800 при обычной технологии с температурой начала прокатки tнп=1180оС и при низкотемпературной при tнп=850оС
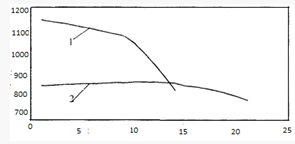
Рисунок 1 – Изменение температур по проходам. 1 – обычная технология; 2 – НТП; На рис.2 показано изменение температуры при прокатке листа 8х1700х6000мм из сляба 180х1050х1540мм на стане 2800 при НТП (1) с температурой начала прокатки tнп=1140оС и НТП совместно с "сухой" прокаткой (2) при tнп=850оС
Рисунок 2 – Изменение температур по проходам в чистовой клети при комбинированной технологии. 1 – НТП; 2 – НТП и "сухая" прокатка; В результате исследования пришли к таким выводам: 1. При увеличении числа проходов и прокатке с усилием и моментами, которые не превышают допустимых, ведение НТП на ТЛС полностью возможно, поскольку температура конца прокатки tкп не будет ниже допустимой. 2. Допустимая минимальная температура начала прокатки tнп в первую очередь зависит от допустимой температуры конца прокатки tкп. При уменьшении с 860°С до 770°С при прочих равных условиях tнп уменьшается с 1080°С до 900°С, то есть в два раза больше, чем уменьшилась tкп. Поэтому НТП следует вести из как можно меньшей tкп. Ограничением здесь есть попадание в зону перекристаллизации, где повышается вероятность хрупкого разрушения при деформации. 3. Увеличение ширины листов приводит к уменьшению tнп: при изменении ширины с 1700мм до 2599мм tнп снизилась до 1025°С, то есть на 125°С. Это обусловлено ростом усилий и моментов прокатки при увеличении ширины штабы. Увеличение усилий и моментов приводит к увеличению числа проходов, следовательно, к росту длительности охлаждения, поскольку удельный приход тепла от диссипации энергии пластической деформации остается на прежнем уровне. 4. НТП тонких листов связана со значительными трудностями связанных с быстрым охлаждением тонкой полосы в чистовой клети. Для обеспечения минимально допустимой tкп в этом случае придется поднимать tнп до 1140°С, то есть это уже фактически не НТП. Если tнп снизить до 900°С, то за 17 проходов в черновой клети стана 2800 и 10 - в чистовой лист 8x1700x6000 мм из стали 65Г будет иметь 639°С, что не реально. 5. Эффективность НТП, особенно при прокатке тонких листов, можно повысить за счет "сухой" прокатки в чистовой клети. В этом случае tнп снижается существенно - до 850°С, то есть на 350-400°С по сравнению с обычной, высокотемпературной прокаткой. 6. При значительном снижении tнп в черновой клети прокатка толстых раскатов является практически изотермической, поскольку выделение тепла при пластической деформации полностью компенсирует его потери при охлаждении. При определенных условиях температура металла в черновой клети даже повышается по сравнению с начальной на ~50°С. А поскольку в чистовой она падает к tнп, то такую прокатку целесообразно называть квазиизотермической. 7. НТП самых тонких (5 мм) и широких (3200 мм)листов невозможна, поскольку минимальная tнп, что обеспечивает допустимую tкп, составляет 1200°С. Для снижения tнп следует применять одновременно НТП и "сухую" прокатку в чистовой клети. В этом варианте tнп можно снизить до 950°С. 8. Применение НТП на ТЛС с незначительными енергосиловими возможностями (типа стана 2250) малоэффективное, поскольку придется увеличивать число проходов (с соответствующим падением производительности стана) к явно неприемлемому уровню - в черновой клети до 21, а в чистовой - до 17. При умеренном числе проходов снижения температуры начала прокатки незначительное – близко 50°С. 9. НТП на более могучем ТЛС 3600 обещает быть существенно эффективнее, чем на стане 2800. При прочих равных условиях tнп снижается сравнительно с tнп на стане 2800 на 185°С и составляет 840°С. 10. Проведенное исследование позволяет утверждать, что для НТП толстых листов целесообразно использовать станы с клетями, которые имеют большие допустимые усилия прокатки и мощные двигатели, поскольку это позволяет в большей степени снижать температуру начала прокатки. 11. Увеличение затраты электроэнергии, обусловленное увеличением количества проходов, на мощных станах незначительное. Учитывая низкий КПД нагревательных печей сравнительно с КПД электропривода, можно утверждать, что увеличение затраты электроэнергии намного будет перекрываться экономией газа на нагревание металла. Все вышеуказанное позволяет рекомендовать НТП и "сухую" прокатку как эффективные способы уменьшения затрат газа при производстве толстых листов на реверсивных станах. НТП – высокоэффективный и доступный способ. Для его внедрения не нужны значительные изменения в оборудовании и возможно при минимальных капитальных затратах. Однако НТП для толстых листов можно использовать только со станами, которые имеют высокие допустимые усилия, моменты прокатки и имеют мощные двигатели. На станах со слабыми энергосиловыми характеристиками НТП ведет к значительному снижению производительности. НТП позволяет экономить металл за счет угара и улучшает его механические свойства. Использование электромагнитного поля Взаимодействие деформируемого металла с электрическим током и с ускоренными электронами еще мало изучено. В последнее десятилетие установлено наличие резкого снижения сопротивления металла деформированию и повышение его пластичности под влиянием электрического тока большой плотности (порядка 105 А/см2) или под влиянием интенсивного электронного облучения. Явление это было условно названо электропластическим эффектом. Некоторые исследователи называют его электронно-пластическим эффектом, подчеркивая этим независимость обнаруженного явления от способа энергетического воздействия на деформируемый металл - электронного или электрического. Импульсы тока или облучения имеют длительность 10-5 — 10-4 с, что на несколько порядков меньше длительности стимулированных ими скачков деформации в кристаллах. Поэтому указанное воздействие является, по существу, толчками в электронной и фононной подсистемах кристаллов, вызывающими преодоление отдельными дислокациями и группами препятствий, размножение и взаимодействие дислокаций, т.е. интенсифицирует пластическую деформацию металла. Стимулирование пластической деформации металлических кристаллов короткими импульсами открывает новые возможности в области исследования скачкообразной деформации и упрочнения кристаллов. Подобный метод воздействия повышает однородность деформации кристаллов, позволяет управлять процессами зарождения и развития дислокационной структуры, расширяет область пластической деформации перед хрупким разрушением. Использование тока высокой плотности в зоне деформации технически важных материалов позволяет интенсифицировать процесс обработки их давлением, что особенно важно для тугоплавких и труднодеформируемых металлов и сплавов. Сокращается число технологических переходов, расход дорогостоящего обрабатывающего инструмента и улучшаются физико-механические свойства материала после обработки. Магнитное поле позволяет повысить качество проката при снижении энергозатрат. Указанная цель достигается тем, что в способе прокатки полос, включающем пропускание электрического тока и пластическую деформацию , импульсный электрический ток пропускают после очага деформации. Импульсный электрический ток пропускают через поперечное сечение прокатываемой полосы нормально к его поверхности. Дополнительно импульсный электрический ток пропускают вдоль полосы на расстоянии 100 - 150 мм. Амплитуда импульсного тока 6 - 50 кА, длительность импульса 0,05 - 0,15 с, длительность паузы между импульсами 0,05 - 1,5 с. Изобретение обеспечивает повышение пластичности поверхности слоев при сохранности валков. Заявленный способ осуществляется следующим образом. При продольной прокатке в прокатной клети раскат подвергается обжатию рабочими валками под действием опорных валков. В очаге деформации между рабочими валками пластической деформации подвергается не весь объем металла, а только его небольшая. В этом слое в 4...7 раз больше насыщение кислородом и азотом, а содержание скалярной и избыточной плотности дислокаций выше на два порядка, чем в исходном металле. Импульсный электрический ток от источника электрического тока , проходя между контактными роликами установленными попарно-соосно с обеих сторон полосы через поперечное сечение прокатываемой полосы , способствует удалению и увеличению подвижности избыточных дислокаций, удалению из наклепанного слоя кислорода и азота. Параметры импульсного тока - длительность импульса, длительность паузы между импульсами и сила тока в импульсе (амплитуда импульса), задаются с помощью преобразователя, запитываемого от промышленной сети. В результате импульсный электрический ток будет проходить как через поперечное сечение полосы между роликами, так и вдоль проката по наклепанному слою. Сила тока тем больше, чем больше площадь поперечного сечения полосы и чем больше процентное содержание углерода в стали. Длительность импульса увеличивается с увеличением степени обжатия и толщины наклепанного слоя. Длительность паузы выбирается в зависимости от геометрии зоны воздействия, которая тем больше, чем больше мощность импульсного тока. Параметры импульсного тока подбираются экспериментально в пределах: сила тока - 6...50 кА, длительность импульса - 0,05... 0,15 с, длительность паузы - 0,05...1,5 с. При пропускании импульсного электрического тока как через поперечное сечение проката, так и вдоль нее выделяется большое количество тепла (согласно закону Джоуля-Ленца), что приводит к значительному нагреву металла в этих областях (до 750oC и выше). Температура нагрева зависит от значения силы тока и длительности импульсов: чем они выше, тем выше температура. Этот способ исключает прохождение электрического тока через рабочие и опорные валки и, следовательно, снижение их срока службы из-за эрозионных процессов. Качество проката повышается за счет освобождения захваченного в очаге деформации азота и кислорода и снятия остаточных напряжений после прокатки. Прохождение тока по деформированной полосе позволяет преодолеть дислокационные препятствия за счет электронно-дислокационного взаимодействия, повысить пластичность поверхностных слоев на 40%. Это позволяет на 10-15% снизить энергозатраты на прокатку. Применение технологических смазок Применение традиционных смазочных материалов (минерального, растительного масла, синтетических смазок с содержанием поверхностно-активных веществ и др.) на толстолистовых станах трудно реализуемо из-за дефицитности и недостаточной эффективности, возможного существенного загрязнения охлаждающей воды отходами смазки. Трудности их применения усугубляются тем, что, как правило, станы этого типа обладают маломощным и перегруженным циклом оборотного водоснабжения. Содержание масел в оборотной воде может достигать 100 мг/л и более. Требования, предъявляемые к технологической смазке при горячей прокатке, зачастую находятся в противоречии друг к другу. Удовлетворительное решение этих вопросов может быть осуществлено лишь путем целевой разработки новых смазочных материалов, учитывающих специфику их применения. Выбор новых смазок сопряжен с необходимостью обширных экспериментальных исследований, которые могут быть в основном выполнены в лабораторных условиях с последующей промышленной проверкой. По данным технической литературы, одним из материалов, перспективных для использования в качестве технологической смазки при горячей прокатке, являются полимеры. Было изготовлено и опробовано более 60 образцов предполагаемой технологической смазки на основе полимерных материалов. По химической природе они составляют четыре группы материалов: эпоксидные олигомеры, азотосодержащие соединения, сложные эфиры жирных кислот, высокомолекулярные гидроксилсодержащие соединения. При горячен прокатке стальных образцов толщиной 10-12 мм (при ε = 20-25 %) применение указанных технологических смазок обеспечивало снижение силы и момента прокатки на величину до 20 %, в то время как при использовании минерального масла Ц-24 этот показатель не превышал 9%. |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||