|
Курсовая работа: Снижение энергозатрат толстолистовых становКурсовая работа: Снижение энергозатрат толстолистовых становМИНИСТЕРСТВО ОБРАЗОВАНИЯ и науки УКРАИНЫ ДОНБАССКИЙ государственный техническиЙ университет Кафедра ОМД и МСнижение энергозатрат толстолистовых станов (ТЛС) Выполнил: ст. гр. ОМД-09-3у Трофимов С.С. Проверил: доцент кафедры Денищенко П. Н Алчевск 2010 г. Введение Одним из условий успешной хозяйственной деятельности и развития металлургической отрасли в Украине является производство конкурентоспособных высокорентабельных видов металлопродукции. К таким видам металлопродукции в полной мере относится горячекатаный стальной листовой прокат, производимый на реверсивных и непрерывных станах, объем производства которого составляет миллионы тонн в год. При этом специалисты металлургических предприятий и профильных институтов постоянно работают над совершенствованием техники и технологии, стремясь максимально снизить затраты на производство как традиционно производимых, так и осваиваемых вновь видов металлопродукции. Основными потребителями листового проката являются: судостроительное производство, машиностроение, производство труб больших диаметров для нефте и газовой промышленности, для изготовления ядерных реакторов и т.д. Считается, что целесообразным и выгодным на ТЛС является прокатка листов шириной b≥2000 мм, по этому современные станы с длиной бочки валка Lб<3000мм не делают. Основные требования к современным ТЛС: - Широкий сортамент типоразмеров и марок стали; - Высокая продуктивность; - Высокое качество поверхности, высокая точность размеров и формы, высокий комплекс механических свойств; - Низкий уровень энерго и материальных затрат на получение готовой продукции; - Возможность автоматизации. Снижение энергозатрат на получение готовой продукции положительно влияет на рентабельность прокатного производства, по этому стоит наряду с такими важными вопросами как увеличение выхода годной металлопродукции за счет улучшения качества листового проката, снижение расходного коэффициента стали и прокатных валков и др. Это выдвигает в ряд наиболее актуальных проблему научных исследований, обоснования и реализации эффективных ресурсосберегающих технологий производства горячекатаной стали на крупных листопрокатных комплексах. Прокатный передел занимает 2 место, после доменного производства по затратам энергии на изготовление готовой продукции, причем 95% приходится на долю газа и электроэнергии. В структуре себестоимости металлопроката в Украине затраты на топливно-энергетические ресурсы составляют 50%, в то время как для промышленно развитых стран этот показатель равняется 20%. Следует также отметить, что российская металлургия движется в направлении развития электрометаллургии, заменяющей технически устаревшие мартеновские печи, и строительства электрометаллургических мини-заводов, где производство 1 т стали требует до 150 кг условного топлива, тогда как на комбинате с полным металлургическим циклом для выплавки такого же количества металла его необходимо 600 кг. В мире с 1997 по 2005 год было построено и введено в эксплуатацию 13 новых современных ТЛС. По 2 в США, Северной Корее, Китае и по одному – в Египте, Индонезии, Индии, Иране, Малайзии, Швеции и в Таиланде. Так же с 2005 года запустили два стана 5000 в России и еще один достраивают. Появляется всё больше и больше конкурентов на мировом рынке. По этому снижение затрат на производство 1т готового металлопроката, при сохранении высокого комплекса механических свойств – главная задача металлургии Украины. Конкурентоспособность продукции ОАО "АМК" сейчас достигается тем, что заработная плата металлургов в среднем в 3-4 раза ниже, чем в странах ЕС и даже в России. Экономия затрат энергии позволит держать планку конкурентоспособности отечественного проката на мировом рынке, а так же позволит повысить заработную плату, что в свою очередь, привлечет высококвалифицированных рабочих и инженеров специалистов на предприятия. Совмещение НРС и прокатки Основные энергозатраты прокатного производства приходятся на долю топлива (газа) и электроэнергии. Основные затраты энергии приходятся на период нагрева и подготовку перед прокаткой. При старом металлургическом цикле, с разливкой стали в изложницы, для экономии газа использовался горячий посад слитков в нагревательные колодцы обжимного цеха, т.е. температура их была порядка 500-600о С. Но этот резерв уже давно себя исчерпал. Самым эффективным на сегодняшний день, в плане экономии энергии, стал способ транзитной прокатки, т.е. соединение непрерывной разливки стали (НРС) с прокаткой. Почти все современные ТЛС при планировании и строительстве располагают рядом с МНЛЗ, что позволяет использовать тепло еще не остывших литых слябов в полном объеме и экономить значительные объемы энергии. Второй сильной стороной является то, что можно сократить целый передел - убрать обжимные станы, а значит сократить до 25% металла при угаре, обрези усадочной раковины и т.д. Геометрическая форма у литых слябов намного лучше и они имеют точные размеры, в литых слябах значительно меньше внутренних (ликвации, дендриты и др. дефекты, которые возникают в результате охлаждения слитков) и внешних (которые возникают в результате разливки стали) дефектов. Объединение МНЛЗ с ТЛС позволит так же сократить 2-3% металла, который уходит в окалину при нагреве слябов из обжимного цеха перед прокаткой. Однако на действующих предприятиях этот способ имеет множество недостатков: - Станы находятся на значительном расстоянии от МНЛЗ, что делает необходимым использование термосов. - При прокатке из толстых слябов (H>220мм) относительно толстых и узких листов не возникает трудностей, но если сляб тоньше, края остывают настолько, что транзитная прокатка стает не возможной. - Трудности с соблюдением температурного режима. Даже одинаковые слябы могут поступать в цех с различной температурой. По этому целесообразно ввести горячий посад литых слябов в нагревательные печи. Это позволит нагревать металл намного быстрее, что сэкономит значительную часть топлива (до 30%) и уменьшит угар метала. Горячий посад металла прокатка сталь обжатие энергосберегающий Выполненный ДонНИИчерметом анализ расхода энергоресурсов для стана 3600 металлургического комбината "Азовсталь" показал, что расход топлива составляет 4300 МДж/т готового проката, 60% тепловой энергии расходуется на нагрев слябов в методических печах. Расход электроэнергии в цехе составляет 335 МДж/т, 15-17% общих затрат электроэнергии расходуется на деформацию металла. Сравнение с аналогичными зарубежными станами показало, что для них характерен в 1,5-2 раза меньший расход топлива при несколько увеличенном расходе электроэнергии на прокатку, что экономически целесообразно при сложившемся уровне цен. Эффективным мероприятием, обеспечивающим снижение энергоемкости производства проката, является горячий посад непрерывнолитых слябов с МНЛЗ в методические печи стана. ДонНИИчермет спроектировал и разработал рациональный процесс транспортировки горячих слябов автослябовозами на базе усовершенствованной конструкции их платформ. Проведена опытно- промышленная прокатка 400 т слябов горячего посада (с использованием железно-дорожных платформ-термосов, подтвердившая возможность и целесообразность внедрения данной энергосберегающей технологии в комплексе МНЛЗ - стан 3600. В результате опытно-промышленных исследований зафиксировано снижение расхода топлива на 80-140 МДж/т листа при одновременном увеличении расхода электроэнергии на прокатку на 5,4 МДж/т при существующих режимах обжатия. Оптимизация режимов обжатий Проведенные
ДонНИИчерметом расчеты показали, что при одинаковом числе проходов и
производительности толстолистового стана в большинстве случаев имеется
возможность снизить удельный расход энергии путем увеличения обжатий при
параметре Экспериментальные исследования,
проведенные на стане 3000 металлургического комбината им. Ильича показали, что
удельный расход энергии зависит от распределения обжатий в чистовой клети, где
параметр формы очага деформации Как видно из таблицы 1, суммарный удельный расход энергии на прокатку листов из углеродистой стали в чистовой клети из подката 58мм на раскат сечением 9х1640мм при одинаково температурно-скоростных режимах составил для вариантов 1 (обычный режим прокатки) и 2 (усовершенствованный режим) составил соответственно 67 и 58 МДж/т. Таблица 1 – Относительные обжатия и удельный расход энергии по проходам в чистовой клети стана 3000.
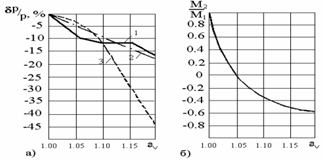
Таким образом по варианту 2 за счет существенного снижения обжатий в последнем пропуске экономия энергии в чистовой клети достигает 15%. Анализ существующих режимов обжатий на ТЛС показал, что для обеспечения одной и той же производительности может использоваться большое число вариантов схем прокатки. По этому оптимальными должны быть так же варианты, которые обеспечивают минимальный удельный расход энергии при заданной производительности стана. Известно так же, что только около 50% энергии тратится на саму деформацию, остальная часть тратится на преодоление сил трения, реверс двигателя и т.д. Исходя из этого, рекомендуется так же уменьшить общее число проходов до технологического минимума или сократить количество проходов с малыми обжатиями. Асимметричная прокатка Одним из наиболее перспективных методов воздействия на металл является асимметричная прокатка (АП). Лишь в последние 15-20 лет началось широкое исследование и применение АП сначала на станах холодной прокатки, а затем и на станах горячей прокатки. Толчком к этому явилось введение в эксплуатацию рабочих клетей с индивидуальным приводом валков. Практика исследования и применения процессов АП при горячей и холодной прокатке листов свидетельствует о возможности управления при этом практически всем спектром параметров прокатки и служебных свойств листов и полос. К их числу относятся: энергосиловые параметры; условия трения на контакте валок-полоса; геометрические параметры листов; шероховатость поверхности; механические свойства металла; физические свойства; текстура и структура металла. Наиболее управляемый и эффективный параметр АП соотношение линейных скоростей ведущего VI и ведомого V2 валков, характеризуемое коэффициентом асимметрии аV= VI / V2. Скоростная асимметрия наряду с улучшением служебных свойств готового проката существенно изменяет степень загруженности трансмиссий ведущего (имеющего большую скорость) и ведомого валков. Нагрузка на трансмиссию и привод ведущего валка возрастает, а ведомый валок и его привод разгружаются вплоть до перехода в генераторный режим. Исследования влияния основного параметра скоростной асимметрии на энергосиловые параметры прокатки проводились в лабораторных и промышленных условиях. На лабораторном стане 340 моделировали условия прокатки в последних пропусках чистовой клети стана 3000. Использовали свинцовые образцы. Эксперименты показали, что сила прокатки снижается при увеличении коэффициента асимметрии до 1,20. На рисунке 1а представлены опытные и расчетные кривые по формулам авторов работ [2,3]. Из рисунка следует, что опытные и расчетные данные уменьшения силы прокатки до аv = 1.10 близки по значению. При аv > 1.10 рассчитанная по [2] кривая 3 на рисунке значительно расходится с опытной кривой 1 и рассчитанной по [3] кривой 2. Это можно объяснить тем, что формула из работы [2] учитывает только коэффициент асимметрии ау, в то время как формула авторов работы [3] учитывает целый комплекс параметров: частоту вращения валков, относительное обжатие, радиус рабочих валков, толщину подката, жесткость полосы и клети. На рис. 1б представлена экспериментальная зависимость отношения крутящих моментов на ведущем и ведомом валках от величины коэффициента асимметрии. Кривая имеет гиперболический вид и пересекает ось абсцисс в точке, соответствующей аv = 1.05 . Этот момент соответствует переходу ведомого валка в генераторный режим при отсутствии ещё полной пробуксовки ведущего валка по металлу.
Рис. 1. Энергосиловые параметры при АП свинцовых образцов на стане 340: δР - изменение силы прокатки; Р - сила прокатки; М1 и М2 - крутящие моменты на ведущем и ведомом валках.
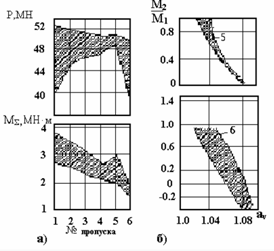
Рисунок 2 – Результаты экспериментальных исследований на стане 3000 при обычной (а) и асимметричной (б) прокатке: 5 и 6 – номера пропусков. Промышленные эксперименты были проведены в условиях чистовой клети толстолистового стана 3000 Мариупольского металлургического комбината им. Ильича. При контролируемой прокатке особое значение для формирования всего комплекса служебных свойств готовых листов имеют последние пропуски в чистовой клети. Для определения допустимого значения коэффициента асимметрии аv провели анализ загруженности чистовой клети стана 3000 по силе прокатки Р, крутящим моментам на ведущем и ведомом валках, суммарному крутящему моменту (М∑) и среднеквадратичному току приводов. Чистовая клеть стана 3000 рассчитана на максимальную силу прокатки 68,7МН и крутящий момент 4,9 МН*м. Эксперименты показали, что загрузка клети при прокатке в симметричном режиме в двух последних пропусках не превышает 75 % по силе прокатки и 58 % по крутящему моменту (рис. 2а), что позволяет использовать в них режимы АП.
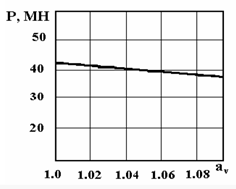
Рис. 3. Зависимость силы прокатки от коэффициента асимметрии, аv, вычисленного по формуле (1) В результате статистической обработки экспериментальных данных методом наименьших квадратов получено уравнение для силы прокатки: Р = 62.72 - 21аv(1) По уравнению (1) построена зависимость силы прокатки от коэффициента асимметрии (рис.3). Анализ полученных результатов показал небольшое (до 10 %) снижение силы прокатки при увеличении коэффициента асимметрии до 1.10. Это объясняется большой жесткостью раската при контролируемой прокатке и следует из зависимостей, приведенных в работе [4], так как δРт /δРр = 1 + Сп /Ск,,(2) где δРт и δРр - теоретическое и регистрируемое месдозами изменение силы прокатки; Сп и Ск - жесткость полосы и клети. При контролируемой прокатке Сп =20...32 МН/мм, Ск = 8 МН/мм, а δРт /δРр =3,5.. .5. Так как по расчетам для условий стана 3000 величина δРт /Р составляет 5.. .10 %, то регистрируемая величина δРт /Р находится в пределах ошибки измерения. Суммарный крутящий момент при значении аv до 1.10 увеличился на 5...10 %. Однако при АП существенно перераспределяются крутящие моменты на валках (рис.2б). При коэффициенте асимметрии аv до 1.10 крутящий момент на ведущем валке в последних пропусках не превышал 2 МН*м, а суммарный крутящий момент 2,4 МН*м и 2 МН*м соответственно в предпоследнем и последнем пропусках. Среднеквадратичный ток привода ведущего валка, определяющий его нагрев за цикл при контролируемой прокатке, по симметричному режиму и при реализации АП в одном и двух пропусках составил соответственно 70..80%, 80..90% и 83..97% от допустимого. Таким образом, работу в режиме АП по условиям нагружения клети и привода можно применять в последних двух пропусках. При этом загрузка привода по силе прокатки, крутящему моменту и среднеквадратичному току находится в допустимых пределах. Во избежание неравномерности загрузки трансмиссий валков по крутящим моментам в последних двух пропусках ведущий и ведомый валки следует менять местами, что обеспечит постоянство эквивалентной нагрузки, ответственной за усталостную прочность деталей главной линии стана. Режимы АП могут быть использованы на других предприятиях при реконструкции листовых станов в процессе перевода клетей на индивидуальный привод валков. Исходя из экспериментальных данных можно сделать выводы об эффективности ассиметричной прокатке в связи с уменьшением силы прокатки до 10% , а следовательно и снижение расхода электроэнергии, получение более точных размеров и хорошее качество поверхности металла. Энергосберегающие технологии индукционного нагрева Структурные изменения в металлургической промышленности привели к широкому использованию технологий индукционного нагрева металлов. В частности, индукционный нагрев слябов перед прокаткой позволяет существенно повысить качество проката и выход годного металла Наиболее экономически выгодный подход, снижающий стоимость нагрева тонны металла при существенном уменьшении окалинообразования и обезуглероживания, заключается в нагреве металла после выхода из газовой печи (900-1150 °С) до температуры прокатки (1150-1250 °С). Проблему нагрева-подогрева слябов можно разделить на две части: нагрев из холодного состояния (или подогрев "толстых" слябов толщиной 200-300 мм) и подогрев на участке промежуточного рольганга между черновыми и чистовыми клетями прокатного стана стойких слябов (полосы подката) толщиной 20-50 мм. После разработки установок непрерывной разливки стали с толщиной сляба 20-50 мм исчезла стадия предварительной прокатки, однако необходимость подогрева слябов осталась. В обоих случаях индукционный нагрев может использоваться для формирования требуемого температурного поля сляба перед чистовой прокаткой. В промышленности для нагрева слябов используются разнообразные типы индукционных печей. Наибольшее распространение получили овальные индукторы с продольным магнитным полем. В настоящее время реализованы три типа установок для нагрева толстых стальных слябов перед прокаткой. Наиболее распространены следующие установки: - нагреватели периодического действия с вертикальным размещением овальных индукторов, которые охватывают сляб, стоящий на узкой грани. Очевидно, реализация такой схемы размещения индукторов возможна только для относительно толстых слябов. Индикаторы, охватывающие сляб по широкой грани, получили название индукторов Росса — по имени главного специалиста компании Николаса Росса . Они были внедрены на производстве McLouth Steel в г. Трентоне (США) - нагреватели непрерывного действия, состоящие из линии горизонтально расположенных овальных индукторов. Слябы непрерывно перемещаются по роликам, расположенным между индукторами. Типичная установка реализована в Лулэо, (Швеция); - нагреватели непрерывного действия, состоящие из линии горизонтально расположенных овальных индукторов с возвратно-поступательным движением слябов. Наиболее известная установка, состоящая из 7 индукторов общей мощностью 42 МВт, реализована на производстве Geneva Steel в США. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||