|
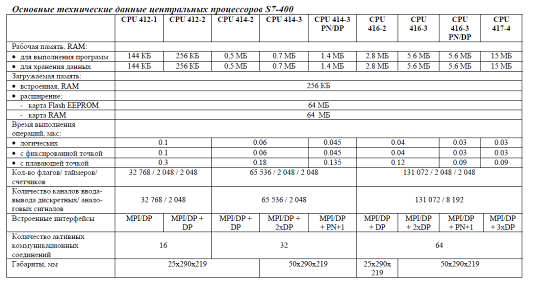
Дипломная работа: Разработка АСУ процессом производства конической шестерни среднего и заднего моста 6520-2402017SIMATIC S7-400 является универсальным контроллером. Он отвечает самым жестким требованиям промышленных стандартов, обладает высокой степенью электромагнитной совместимости, высокой стойкостью к ударным и вибрационным нагрузкам. Установка и замена модулей контроллера может производиться без отключения питания ("горячая замена"). Конструкция Система автоматизации S7-400 имеет модульную конструкцию. Она может комплектоваться широким спектром модулей, устанавливаемых в монтажных стойках в любом порядке. Система включает в свой состав: Модули блоков питания (PS): используются для подключения SIMATIC S7-400 к источникам питания =24/ 48/ 60/ 120/ 230В или ~120/ 230В. Модули центральных процессоров (CPU): в составе контроллера могут использоваться центральные процессоры различной производительности. Все центральные процессоры оснащены встроенными интерфейсами PROFIBUS-DP. При необходимости, в базовом блоке контроллера может быть использовано до 4 центральных процессоров. Сигнальные модули (SM): для ввода-вывода дискретных и аналоговых сигналов. Коммуникационные модули (CP): для организации последовательной передачи данных по PtP интерфейсу, а также сетевого обмена данными. Функциональные модули (FM): для решения специальных задач управления, к которым можно отнести счет, позиционирование, автоматическое регулирование и т.д. При необходимости в составе S7-400 могут быть использованы: Интерфейсные модули (IM): для связи базового блока контроллера со стойками расширения. К одному базовому блоку контроллера SIMATIC S7-400 может подключаться до 21 стойки расширения. Модули SIMATIC S5: все модули ввода-вывода контроллеров SIMATIC S5-115U/-135U/-155U могут устанавливаться в соответствующие стойки расширения SIMATIC S5. Кроме того, модули специального назначения IP и WF могут использоваться как в стойках SIMATIC S5, так и в базовом блоке контроллера SIMATIC S7-400. В последнем случае подключение модулей к внутренней шине контроллера S7-400 выполняется через адаптер. Простота конструкции S7-400 существенно повышает его эксплуатационные характеристики: Простота установки модулей. Модули устанавливаются в свободные разъемы монтажных стоек в произвольном порядке и фиксируются в рабочих положениях винтами. Фиксированные места занимают только блоки питания, первый центральный процессор и некоторые интерфейсные модули. Внутренняя шина, встроенная в монтажные стойки. Во все монтажные стойки встроена параллельная шина (Р-шина) для скоростного обмена данными с сигнальными и функциональными модулями. Все стойки, за исключением ER1 и ER2 имеют последовательную коммуникационную шину (К-шину) для скоростного обмена большими объемами данных с функциональными модулями и коммуникационными процессорами. Центральные процессоры Программируемые контроллеры S7-400 могут комплектоваться различными типами центральных процессоров, которые отличаются вычислительными возможностями, объемами памяти, быстродействием, количеством встроенных интерфейсов и т.д. При построении сложных систем управления S7-400 позволяет использовать в своем составе до 4 центральных процессоров, выполняющих параллельную обработку информации. Большинство параметров центральных процессоров может быть настроено с помощью Hardware Configuration STEP 7. Для программирования и конфигурирования контроллеров SIMATIC S7-400 используется пакет STEP 7, весь спектр инструментальных средств проектирования и программное обеспечение Runtime. Сигнальные модули, широкая гамма модулей ввода-вывода дискретных и аналоговых сигналов позволяет максимально адаптировать S7-400 к требованиям решаемой задачи. Коммуникационные процессоры Коммуникационные процессоры - это интеллектуальные модули, выполняющие автономную обработку коммуникационных задач для промышленных сетей AS-Interface, PROFIBUS, Industrial Ethernet, PROFINET и интерфейса PtP. Функциональные модули Интеллектуальные модули ввода-вывода, оснащенные встроенным микропроцессором и способные выполнять задачи автоматического регулирования, позиционирования, скоростного счета, управления перемещением и т.д. Целый ряд функциональных модулей способен продолжать выполнение возложенных на них задач даже в случае остановки центрального процессора. Интерфейсные модули Интерфейсные модули предназначены для организации связи между базовым блоком контроллера и его стойками расширения, а также для подключения S7-400 к сети PROFIBUS-DP. Блоки питания Каждый центральный процессор S7-400 имеет встроенный блок питания с входным напряжением =24В. Для питания центрального процессора и других модулей контроллера используются блоки питания PS 405 и PS 407. PS 405 используют для своей работы входное напряжение постоянного тока, PS 407 - входное напряжение переменного тока промышленной частоты. Возможна установка двух блоков питания в корзину для дублирования питания стойки. Монтажные стойки являются конструктивной основой контроллера и позволяют размещать от 4 до 18 модулей контроллера. Новые функциональные возможности Центральные процессоры S7-400 с операционной системой от версии 3.1 и выше обеспечивают поддержку изохронного режима работы систем распределенного ввода-вывода и технологии CiR (Configuration in Run). Изохронный режим В традиционных системах распределенного ввода-вывода на основе PROFIBUS-DP существует множество несогласованных циклов: цикл выполнения программы центрального процессора, циклы обмена данными через PROFIBUS-DP, циклы обслуживания входов-выходов станций распределенного ввода-вывода и т.д. В результате этого считываемые в память центрального процессора значения входных сигналов системы распределенного ввода-вывода относятся к различным моментам времени, что вносит погрешности в работу системы автоматического управления. Изохронный режим позволяет синхронизировать все перечисленные циклы и исключить погрешности, обусловленные временным рассогласованием считываемой информации. Поддержка изохронного режима позволяет успешно решать задачи построения распределенных систем управления движением, распределенных измерительных систем, распределенных систем автоматического регулирования и т.д. Технология CiR Технология CiR позволяет вносить изменения в конфигурацию существующей системы управления без остановки производственного процесса. Технология CiR позволяет: Добавлять новые или удалять существующие станции распределенного ввода-вывода и приборы полевого уровня, выполняющие функции ведомых устройств на шине PROFIBUSDP/PA. Добавлять новые или удалять существующие модули в станциях распределенного ввода-вывода ET 200M. Отменять введенные конфигурации. Основные технические данные центральных процессоров S7-400 представлены в таблице 18. Таблица 18
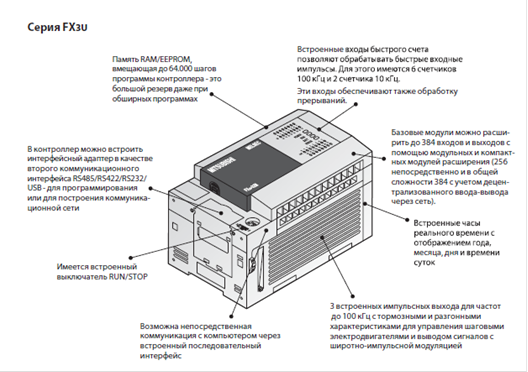
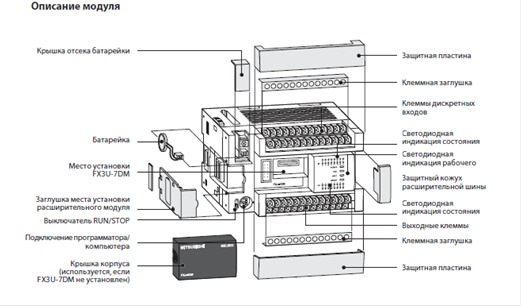
Области применения: SIMATIC S7-400 - это мощный программируемый контроллер для построения систем управления средней и высокой степени сложности. Модульная конструкция, работа с естественным охлаждением, гибкие возможности расширения, мощные коммуникационные возможности, простота создания распределенных систем управления и удобство обслуживания делают SIMATIC S7-400 идеальным средством для решения практически любых задач автоматизации. Основными областями применения SIMATIC S7-400 являются: Машиностроение. Автомобильная промышленность. Складское хозяйство. Технологические установки. Системы измерения и сбора данных. Текстильная промышленность. Упаковочные машины и линии. Производство контроллеров. Автоматизация машин специального назначения. Несколько типов центральных процессоров различной производительности и широкий спектр модулей с множеством встроенных функций существенно упрощают разработку систем автоматизации на основе SIMATIC S7-400. Если алгоритмы управления становятся более сложными и требуют применения дополнительного оборудования, контроллер позволяет легко нарастить свои возможности установкой дополнительного набора модулей. Программируемый контроллер SIMATIC S7-400H разработан для построения систем автоматического управления, отличающихся повышенной надежностью функционирования. Наличие резервированной структуры позволяет продолжать работу в случае возникновения одного или нескольких отказов в его компонентах. Как правило, такие системы управляют производствами, простой которых вызывает большие экономические потери. Благодаря своей высокой надежности SIMATIC S7-400H может использоваться: В системах с высокими затратами на перезапуск производства в случае отказа контроллера. В системах с высокой стоимостью простоя. В процессах обработки ценных материалов. В системах без постоянного контроля со стороны обслуживающего персонала. В системах с небольшим количеством обслуживающего персонала. Программируемые контроллеры S7-400F/FH предназначены для построения систем безопасного управления, в которых возникновение отказов не влечет за собой появление опасности для жизни обслуживающего персонала и не приводит к загрязнению окружающей природной среды. На основе программируемых контроллеров S7-400F/FH могут создаваться системы безопасного управления, отвечающие требованиям: Классов AK1 … AK6 по DIN V 19250/ DIN V VDE 0801. Классов SIL 1 … SIL 3 по IEC 61508. Категорий 1 … 4 по EN 954-1. DIN, EN, IEC. FM класс 1, раздел 2, группы A, B, C и D. Температурная группа T4 (до 134°C). Описание промышленного контроллера MELSEC FX3U. Изображение контроллера Mitsubishi Electric MELSEC FX3U изображено на рисунке 8.
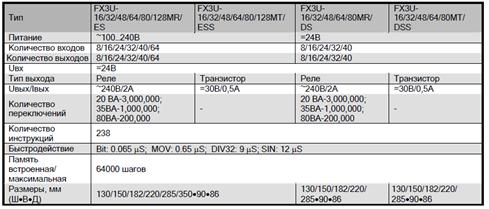
Рисунок 8 Современный результат развития и совершенствования проверенной временем концепции FX3U. Дополнен новой высокоскоростной шиной расширения (в сумме до 8 FX3U - ADP модулей): FX3U-4DA-ADP - аналоговый выход 12 бит 4 канала; FX3U-4AD-ADP - аналоговый вход 12 бит 4 канала; FX3U-4AD-TC-ADP - 4 канала ввода с термопар (12 бит); FX3U-4AD-PT-ADP - 4 канала ввода с термосопротивлений Pt100 (12 бит); FX3U-4HSX-ADP - заменяет 4 стандартные входа на импульсные (дифференциальная витая пара до 200кГц); FX3U-2HSY-ADP - заменяет 2 стандартных выхода (открытый коллектор до 100кГц) на улучшенные для задач позиционирования (импульсное задание по дифференциальной витой паре до 200 кГц); FX3U-232ADP - порт RS232 на разъем DB9; FX3U-485ADP - порт RS422\485. Можно установить не более 4-х любых аналоговых ADP модулей в сумме; не более 2-х импульсных ADP модулей каждой модели; не более 2-х последовательных портов (с учетом FX3U - BD). Для подключения FX3U - ADP модулей к ПЛК необходимо установить один из интерфейсных модулей: FX3U-232-BD - порт RS232; FX3U-485-BD - порт RS422\485; FX3U-422BD - порт RS422 с разъемом Minidin-8F; FX3U-CNV-BD - переходник для подключения ADP модулей FX3U-USB-BD. Расширяемый в сумме до 384 дискретных входов/выходов: до 256 удаленных и до 256 подключенных к базовому модулю. Встраиваемый (вынос на кабеле) 4-х кнопочный текстовый дисплей FX3U-7DM. Сохранена возможность расширения спецмодулями от серий FX0N и FX2N. Кроме того, добавились FX3U модули аналогового выхода 16 бит, Profibus-DP (Master), полнофункциональный модуль Ethernet, управление сервоприводами по сети SSCNETIII. Программа хранится в RAM (литиевой батареи FX3U-32BL для резервирования хватает на 5 лет). 8 встроенных cчётных входов до 80 кГц суммарно (при вводе с энкодеров есть учетверение). 3 встроенных импульсных выхода до 100 кГц. Два дополнительных порта RS232 или RS422/RS485. USB-связь с ПК через FX3U-USB-BD. Расширенный набор инструкций для работы с плавающей точкой, тригонометрией, инструкция для связи по последовательному каналу с преобразователями частоты Mitsubishi Electric. Усовершенствованная инструкция ПИД-регулирования с возможностью самонастройки, и т.д. (ограничение на суммарное количество ПИД-регуляторов в программе FX3U снято). Монтаж на DIN-рейку или винтами. Программирование с помощью GX IEC Developer (FX), GX Developer (FX). При расширении только спецмодулями серии FX3U, шина-шлейф работает в высокоскоростном режиме, но могут применяться и модули расширения от серий FX0N и FX2N, тогда шина переводится в стандартный режим. Технические характеристики контроллера изображены на рисунке 9.
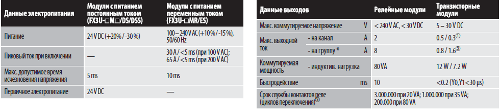
Рисунок 9 Электрические параметры изображены на рисунке 10
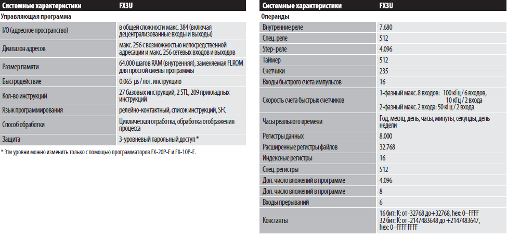
Рисунок 10 Программные характеристики изображены на рисунке 11.
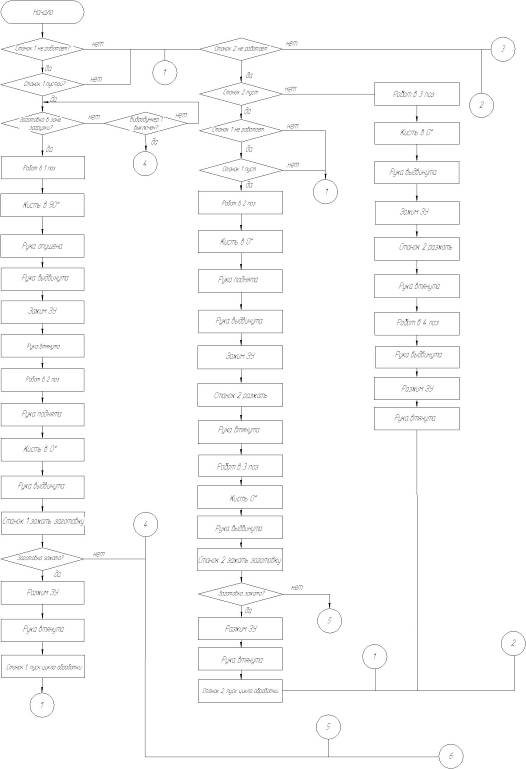
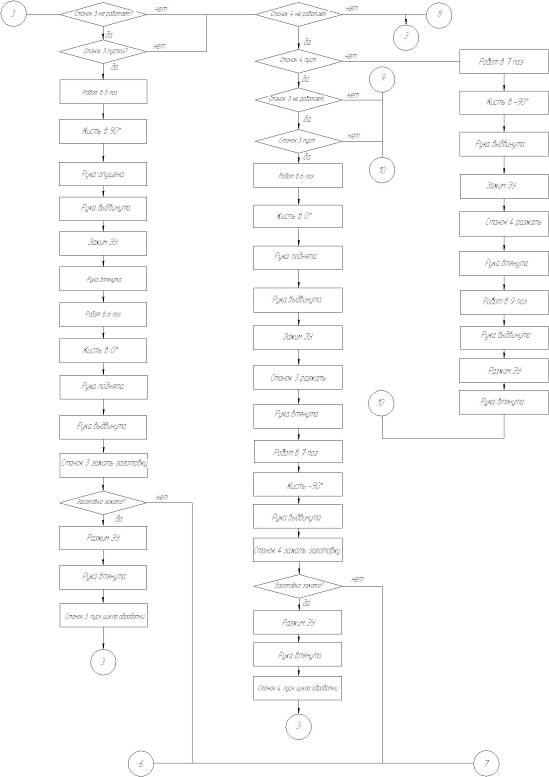
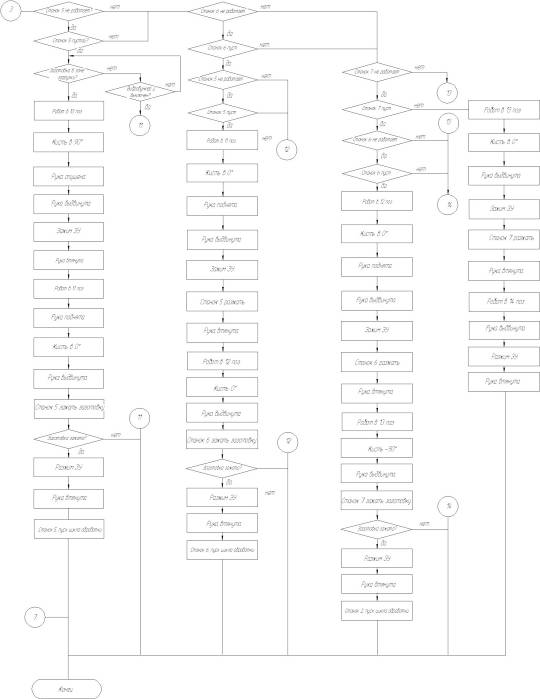
Рисунок 11 Модули расширения, применяемые в сериях FX1N, FX2N, FX2NC, FX3U "обычными" модулями расширения считаются модули с дискретными входами (=24В) или выходами (транзистор =30В, 0,5А или реле ~240В, 2А). Не имеют ограничений по совместимости с различными сериями ПЛК FX. С питанием от шины выпускаются группами по 8 и по 16 каждого типа. Также есть модуль FX2N-8ER: 4 входа и 4 выхода-реле. С встроенными блоками питания (от =24B или от ~110…220B) выпускаются модули FX0N-40E - (24 вх. \ 16 вых.), FX2N-32E - (16 вх. \ 16 вых.) и FX2N48E - (24 вх. \ 24 вых.). Все аналоговые модули работают в стандартных диапазонах 0…10В и 0.20мА (4.20мА). Как расширение этих диапазонов многие модули работают и с отрицательной частью шкалы: - 10…10В и - 20.20мА. Основные проверки на допустимость конфигурации базового модуля ПЛК с разнообразными модулями расширения: o совместимость по присоединительным разъемам (актуально для всех модулей присоединяемых не на "правую шлейф-шину": мини-дисплеев, кассет памяти, модулей FX - ADP и FX - BD). За несколькими исключениями определяется по совпадению кода серии в обозначении модуля. o отсутствие перегрузки внутренних источников по суммарному току потребления с шин 5В и 24В (актуально для всех модулей расширения, плюс карманные программаторы и даже несколько типов панелей оператора, питающихся от 5В внутри ПЛК) o заполнение адресного пространства шины расширения (актуально для всех модулей присоединяемых на "правую шлейф-шину"). Измеряется в "точках ввода\вывода" ("I \ O points"). Cуммируются отдельно дискретные входа и отдельно дискретные выхода с округ лением до 8 по каждому модулю, включая базовый. Например в системе из FX1N-60MR-DS (36 входов \ 24 выхода) и FX2N-8ER (4 входа \ 4 выхода) будет занято 40+24+8+8=80 точек ввода\вывода. Емкость адресного пространства у FX1N равна 128, у FX2N, FX2NC, FX3U равна 256. Спецмодули расширения обычно занимают по 8 точек. Для некоторых спецмодулей удаленного ввода\вывода, например FX2N-16LNK-M, все удаленные входы\ выходы должны суммироваться наряду с обычными дискретными модулями расширения. Для серии FX3U адресное пространство удаленного ввода\вывода рассчитывается отдельно по специальному правилу. Проведя анализ выбора промышленных контроллеров, выбираем контроллер по ниже перечисленным критериям: Технические характеристики: количество каналов ввода/вывода; быстродействие; уровни напряжения входов/выходов; напряжение изоляции. Эксплуатационные характеристики: диапазон рабочих температур; относительная влажность воздуха. Потребительские свойства: а) производительность: 1) время выполнения операции; 2) функциональность. б) Надежность: 1) наработка на отказ; 2) среднее время восстановления. в) Затраты 1) Стоимость приобретения; 2) Стоимость эксплуатации. г) Массогабаритные характеристики При этом критериями выбора следует считать потребительские свойства, т.е. соотношение показателей затраты/ производительность/ надежность, а технические и эксплуатационные характеристики ограничениями для процедуры выбора. Т.к. характеристики между собой конфликтны, т.е. улучшение одной характеристики почти всегда приводит к ухудшению другой, необходимо оценивать их применительно к решаемым задачам управления. Из анализа достоинств и недостатков технических средств управления дискретными технологическими процессами наиболее подходящим систем является программируемый контроллер MELSEC FX3U фирмы Mitsubishi Electric Этот выбор основан на следующих основных факторах: простоте данного средства автоматизации; относительно небольшой стоимости контроллера; довольно хорошем быстродействии процессорного модуля; достаточном количестве дискретных и аналоговых входов-выходов при возможности их расширения; понятном для пользователей программном обеспечении, которое поставляется вместе с контроллером и является относительно недорогим; существует широкий спектр модулей для максимальной адаптации к требованиям решаемой задачи; есть возможность свободного наращивания функциональных возможностей при модернизации системы управления; простое включение контроллера в сетевые конфигурации; удобная конструкция и работа с естественным охлаждением. Контроллер будет следить за: наличием заготовки в устройствах ориентации и склизе. При необходимости сообщать об этом ПР. запуска/окончания цикла обработки станков, управлять координатами ПР. 4.5 Разработка электрической схемы соединений СУЭлектрическая схема соединений разработанной системы управления состоит из датчиков перемещения ПР (SQ1. SQ14), датчиков наличия деталей (ДП-1, ДП-2, ДП-3), датчиков зажима/разжима, опускания/поднятие руки ПР (Y1…Y55). Для передачи информации с датчиков на более высокий уровень используем канал связи Modbus RTU - RS 232. Так как он обеспечивает более высокую надёжность, позволяет использовать более длинные линии связи и подключать к одной линии несколько устройств. Сбор информации от датчиков осуществляется через контроллер MITSUBISHI ELECTRIC MELSEC FX3U. Он предназначен для сбора и передачи телемеханической информации, необходимой для диспетчерского и автоматического контроля и управления автоматической линии. Для запуска электромагнита устройства ориентации используется реле нагрузки. Для запуска электродвигателей в ПР используется электромагнитный пускатели. (КМ1, КМ2, КМ3). Для запуска пнемоцилиндров ПР использутся электромагнитные клапана (КЛ1 … КЛ45). Все станки на участке поддерживают последовательный интерфейс RS-232 (MODBUS RTU). 4.6 Разработка алгоритма работы программного обеспечения СУАлгоритм для данной системы управления разработан. Программное обеспечение для данной микропроцессорной системы управления строим согласно спроектированной выше функциональной модели и дереву вызова процедур. В программе реализованы следующие процедуры: Процедура инициализации. Производим установку начальных значений переменных, проверка оборудования. Процедура ввода данных из портов. С портов последовательно считывается и инвертируется информация от датчиков, после чего сохраняется в ячейках оперативной памяти. Процедура расчета математической модели. В соответствии с математической моделью рассчитываются управляющие воздействия. Данные берутся из ВПД записанных ранее из порта (считывание состояния датчиков). Формируется два управляющих слова и записываются в регистры РПД. Процедура вывода данных в порт (регистр). Процедура выводит последовательно сформированные управляющие воздействия в порт BUS, Р0 микропроцессора для их дальнейшего использования. В случае наличия сигнала ошибки процедура обнуляет сигналы для остановки системы. Листинг программы на языке RS-Logix приведен в приложении Г.
5. Безопасность жизнедеятельности 5.1 Требования по обеспечению комфортности на рабочем месте Характеристика предприятия Дипломная работа по разработке автоматической линии разрабатывается на основе одного из участков цеха по производству деталей конической шестерни среднего и заднего моста “Агрегатного завода”. Общие сведения о производственном предприятии, в состав которого входит автоматизированный производственный комплекс: санитарный класс предприятия. На основании СанПиН 2.2.1/21.1.1200-03, который разделяет все промышленные предприятия на пять классов, данное предприятие можно отнести к I классу и поэтому санитарно защитная зона должна быть не менее 1000 м.; категория пожарной опасности участка - согласно СНиП II-90-81 [1] можно отнести к категории Д, так как обрабатываются материалы в холодном состоянии; характеристика участка по условиям окружающей среды. Данный участок, характеризующийся незначительными выделением теплоты и категорией работ средней тяжести, удовлетворяет нормам метеорологических условий. В холодный период температура воздуха 15-18 градусов, относительная влажность воздуха не более 80 %, скорость движения воздуха не превышает 0,5 м/с. В теплый период соответственно 22-25 градусов, 60-75 %, не более 0,7 м/с; отопление и вентиляция. В холодное время для поддержания нормальной температуры используется водяное отопление. Вентиляция применяется приточно-вытяжная принудительная, искусственного типа; источники шума. Источниками шума являются электродвигатели станков и вспомогательного оборудования; освещение участка местное на самом оборудовании и общее над всем участком, цехом и т.д.; вибрации в пределах нормы 80 дб в основном возникающие при больших силах резания. При работе на станках с ЧПУ, оснащенных инструментальными магазинами и системами автоматической смены инструмента, существует опасность травмирования рабочих-операторов или наладчиков инструментом при транспортировании его из магазина к посадочному гнезду. Опасную зону могут создать также открытые вращающиеся или перемещающиеся детали машин или обрабатываемые изделия, она может быть даже на расстоянии от источника опасности - от отлетающей стружки, частиц абразива, смазочно-охлаждающей жидкости (СОЖ) и т.п. Цветовое решение производственного интерьера, сигнальные цвета и знаки безопасности Цвета широко используются в качестве закодированного носителя информации об опасности. Принятая в СССР система сигнальных цветов безопасности ГОСТ 12.4.026-76* определяет характеристики сигнальных цветов, размеры, формы и цвета знаков безопасности. Установлены следующие сигнальные цвета и их значения: красный - запрещение, непосредственная опасность, средства пожаротушения; желтый - предупреждение, возможная опасность; зеленый - безопасность, предписание; синий - указание, информация, места для курения, средства защиты. Оборудование оформлено в зеленом и желтом цвете это рациональное цветовое оформление производственного интерьера является действенным средством улучшения условий труда, создания благоприятной эстетической обстановки. Поэтому при оформлении интерьера цвет используют: как композиционное средство, обеспечивающее гармоничное единство производственного помещения и технологического оборудования; как фактор, создающий оптимальные условия для зрительной работы и способствующий повышению работоспособности. На шумных производствах теплая гамма цветов оказывается более благоприятной, чем холодная. Разностороннее эмоциональное воздействие цвета на человека позволяет широко использовать его в гигиенических целях. В качестве вспомогательных цветов приняты белый и черный - для усиления контраста сигнальных цветов. Белый цвет применяется также для обозначения габаритов внутрицеховых проездов, пешеходных дорожек и рабочих мест. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||