|
Дипломная работа: Разработка АСУ процессом производства конической шестерни среднего и заднего моста 6520-2402017Таблица 8
Зубошлифовальный станок, работающий профильным кругом, с ЧПУ 5А868Ф предназначены для шлифования колес наружного и внутреннего зацепления с возможностью измерения прошлифованного зубчатого колеса непосредственно на станке. Зубошлифовальный полуавтомат 5А868Ф для обработки прямозубых цилиндрических колес, работающий профильным кругом, предназначен для шлифования зубчатых колес наружного зацепления диаметром до 800 мм и модулем до 12 мм. Полуавтомат работает как с автоматическим, так и с ручным циклом и может быть использован в крупносерийном производстве транспортного и тяжелого машиностроения. Ввод в УЧПУ данных по изделию и режимам (непосредственно из чертежа или технической карты), а также подналадка по результатам шлифования осуществляется в диалоговом режиме, исключающим необходимость владения знаниями по программировании УЧПУ. Технические характеристики зубошлифовального станка 5А868Ф приведены в таблице 9. Таблица 9
Круглошлифовальный станок ЗМ151Ф2 предназначен для наружного шлифования гладких и прерывистых цилиндрических поверхностей валов с несколькими ступенями. Обработка ступеней ведется последовательно одним кругом. Станок используется в условиях серийного и крупно-серийного производства. Технические характеристики круглошлифовального станка ЗМ151Ф2 приведены в таблице 10. Таблица 10
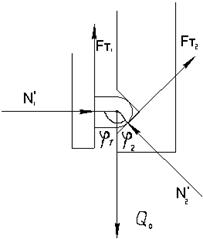
3. Расчетная часть 3.1 Расчет усилий захватного устройства Усилия, возникающие в местах контакта объекта с рабочими элементами, зависят от способа закрепления объекта в захватном устройстве и направления действия вектора равнодействующей силы, приложенной к объекту. Считаем, что центр масс объекта совпадает с центром схвата или имеет небольшое смещение. При движении исполнительного устройства с ускорением объект также будет двигаться ускоренно. Вектор равнодействующей силы Q от силы веса объекта и максимальной инерционной силы равен по формуле:
где
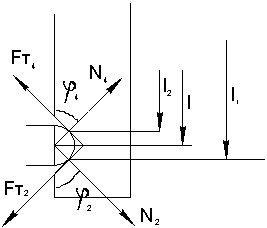
m=20 кг. Q=20* (9,8+1,5) =226 Н Усилия в местах контакта объекта с рабочими элементами показаны на рисунках 1 и 2.
Рисунок 1
Рисунок 2
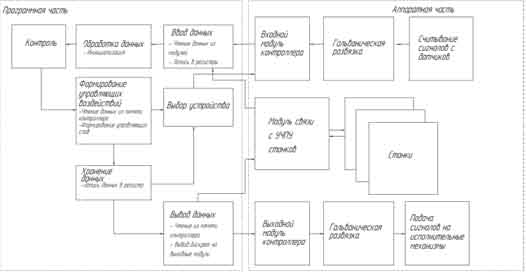
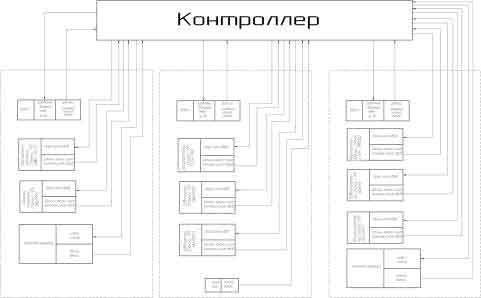
Найденная сила является минимально необходимой, которая требуется для удержания объекта. Для надежного закрепления объекта в рабочих элементах необходимо приложить усилие захватывания больше минимального. 4. Разработка системы управления Спроектировать систему управления для автоматизированного комплекса, предназначенного для процесса обработки деталей конической шестерни ведущего среднего (5320-2502017) и заднего моста (6520-2402017-10), согласно требованиям пользователя и используя при разработке метод нисходящего проектирования. Управление РТУ должно производится в автоматическом режиме. Проектируемая система должна: Управлять станками. Станки с ЧПУ должны автоматически начинать свою работу при наличии в заготовки/детали в зоне загрузки. Рука ПР при этом должна находиться вне рабочей зоны станков. Управлять ПР. ПР должен осуществлять функции передвижения руки в зоне загрузки, над склизом, над станком 1, над станком 2, над станком 3, над станком 4, над станком 5, над станком 6, над станком7; подъема руки; опускания; зажима/разжима заготовки (детали); вращения ЗУ в положение 0° и 90°. 4.1 Разработка функциональной модели СУФункциональная модель объединяет одинаковые функции системы в модули. Функциональная модель СУ представлена на рисунке 3. Глобально система состоит из трёх модулей: Ввод; Обработка; Вывод Производя детализацию, получим следующий набор модулей: Модуль преобразования входного напряжения. На вход его поступают сигналы с датчиков с различными электрическими уровнями. Здесь они преобразуются в унифицированные значения тока и напряжения необходимые для подачи на вход следующего модуля. Этот модуль реализуется аппаратно; Модуль гальванической развязки сигналов. Является аппаратным модулем. Функциональная модель представлена на рисунке 3. Рисунок 3 4.2 Разработка структурной схемыСтруктурная схема СУ представлена на рисунке 4. Структурная схема состоит из блока контроллера и из трех больших блоков, а каждый блок состоит из нескольких подблоков. Первый блок состоит из подблока Робота 1, подблока станками с ЧПУ и подблока устройства загрузочно-ориентирующего. Подблок робота 1 имеет датчики положения, наличия и зажима и управляющих сигналов движением пневмоцилиндров и электродвигателя. Датчики положения, наличия и зажима отправляют сигнал на контроллер. Контроллер обрабатывает сигналы с датчиков и посылает сигнал на управлением движением пневмоцилиндров и электродвигателя. Подблок станков с ЧПУ состоит из датчиков зажима и окончания цикла обработки и запуска цикла обработки. Датчики посылают сигнал на контроллер. После обработки сигнала с датчиков, контроллер посылает сигнал на запуск цикла обработки. Подблок загрузочно-ориентирующего устройства состоит из датчиков наличия детали и управляющих сигналов. При срабатывании датчика наличия детали, сигнал идет на контроллер а после обработки с контролера, посылается сигнал управления устройства ориентации. Блок скат-склиз имеет аналогичный датчик как и в предыдущем подблоке, датчик наличия отправляет сигнал на контроллер.
Рисунок 4 Определение сигналов с датчиков и сигналов управления. В состав автоматической линии по обработке детали "Конической шестерни среднего и заднего моста" входят следующие виды технологического оборудования: Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||