|
Курсовая работа: Изготовление железобетонных изделийКурсовая работа: Изготовление железобетонных изделийСодержание 1. Введение 2. Общие положения 2.1. Состав предприятия 2.2. Характеристика изделия 2.3. Режим работы предприятия 2.4. Сырьевые материалы 3. Технологическая часть 3.1. ТЭО технологии и способа производства 3.2. Технологические режимы обработки 3.3. Производство базового изделия 3.4. Характеристика технологического оборудования 3.5. Технологический расчет 3.6. Проектирование БСО 3.7. Потребность производства в сырье и энергоресурсах 3.8. Склад готовой продукции 3.9. Штатная ведомость 3.10. Контроль качества продукции и точности процесса 4. Охрана труда и техника безопасности 5. Технико-экономические показатели производства 6. Список литературы бетоносмесительный цех железобетонный колонна 1. Введение Бетон – один из древнейших строительных материалов. Из него построены галереи египетского лабиринта (3600 лет до н.э.), часть Великой китайской стены (3 в. до н.э.), ряд сооружений на территории Индии, Древнего Рима и в других местах. Однако использование бетона и железобетона для массового строительства началось только со второй половины 19 века после получения и организации промышленного выпуска портландцемента, ставшего основным вяжущим веществом для бетонных и железобетонных конструкций и изделий. Производство сборного железобетона начало интенсивно развиваться в послевоенный период в связи с развернувшимся промышленным и гражданским строительством, что потребовало широкой индустриализации строительных работ. Широкое применение сборного железобетона позволило значительно сократить в строительстве расход металла, древесины и других традиционных материалов, резко повысить производительность труда, сократить сроки возведения зданий и сооружений. Но развитие строительства требует дальнейшего повышения эффективности и качества производства и применения сборного железобетона. 2. Общие положения 2.1. Состав предприятия Изготовление железобетонных изделий на заводах ЖБИ осуществляется в цехах, которые в совокупности и представляют производство сборного железобетона. Основными цехами при производстве ЖБК являются: 1. Бетоносмесительное отделение 2. Формовочный цех 3. Хозяйственные и служебные помещения 4. Склад цемента 5. Склад арматуры 6. Склад заполнителей 7. Склад готовой продукции 8. Склад горючесмазочных материалов 2.2. Характеристика изделия В проекте все расчеты ведем по колонне марки К19а-1-1. Изделие выполняется по стендовому методу производства в соответствии с требованиями ГОСТ 18979-73. Колонна изготовляется из тяжелого бетона марки 300. Геометрические размеры колонны 9575 х 400 х 400 мм. Характеристику изделия приводим в таблице 1. Характеристика изделия таблица 1
2.3. Режим работы предприятия Таблица 2
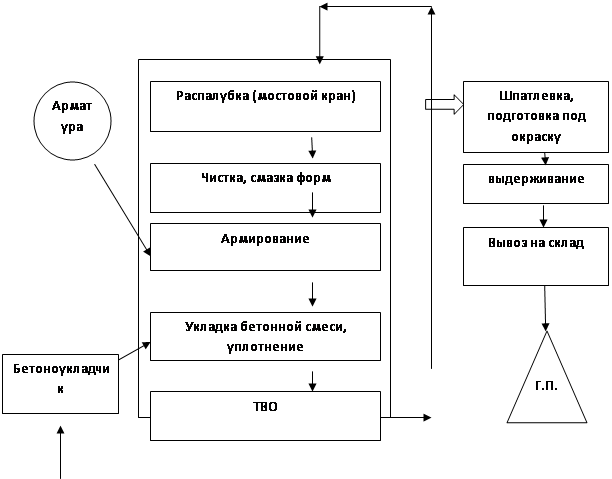
2.4. Сырьевые материалы Сырьевые материалы для приготовления бетонной смеси 1) Портландцемент марки 400, удовлетворяющий требованиям ГОСТа 10178-85, нормальная густота цементного теста 27%; 2) Щебень известковый, удовлетворяющий требованиям ГОСТа 8267-93, фракция 5-20, марка прочности по дробимости – 800, водопоглощение – 0.8%, морозостойкость 150 циклов, содержание слабых зерен – 5%, содержание лещадных зерен – 23%, содержание пылевидных, илистых и глинистых частиц – 2%; 3) Песок, удовлетворяющий требованиям ГОСТ 8736-93, модуль крупности Мк = 1,1; содержание примесей в песке не должно превышать 3%, водопотребность песка 7%; 4) Вода, принимаемая для приготовления б/смеси не должна содержать вредных примесей, препятствующих нормальному схватыванию и твердению цемента. Воду используют техническую, удовлетворяющую требованиям ГОСТ 23732-79. Общее содержание солей не более 5000 мг/л, содержание сульфатов в пересчете на SO4 не более 2700 мг/л. Водородный показатель рН ˃ 4. 3. Технологическая часть 3.1. ТЭО технологии и способа производства В производстве ЖБК могут применяться различные организационные способы производства: агрегатно-поточный, конвейерный, полуконвейерный, стендовый, кассетный. При выборе способа производства как правило проводят технико экономическое обоснование (ТЭО) по приведенным затратам на создание линии. Агрегатно-поточный способ производства – при небольших капитальных затратах он допускает выполнение широкой номенклатуры изделий. Технологические операции последовательно выполняют на нескольких рабочих постах. Для соблюдения последовательности форму передают от одного поста к другому с помощью мостового крана. Этот способ соответствует больше всего условиям мелкосерийного производства на заводах средней и небольшой мощности. Конвейерный способ производства – технологический процесс расчленяется на элементные процессы, которые выполняются одновременно на отдельных рабочих постах. Формы с изделиями перемещаются от одного поста к другому специальными транспортными устройствами, каждое рабочее место обслуживается закрепленным за ним звеном. Характерен принудительный ритм работы, т.е. одновременное перемещение всех форм по замкнутому технологическому кольцу с заданной скоростью. Стендовый способ производства – изделия формуют в стационарных формах, и они твердеют на месте формования, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы на стенде к другой. Стендовая технология целесообразна при изготовлении крупноразмерных предварительно напряженных конструкций длиной более 9 метров для промышленных и гражданских зданий. Кассетный способ производства – формование изделий производится в вертикальном положении в стационарных разъемных металлических групповых формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Звено рабочих в процессе производства перемещается от одной кассетной формы к другой, организуя производственный поток. 3.2. Технологические режимы обработки Производство колонн осуществляется стендовым способом в унифицированном типовом пролете УТП-1 по следующей функциональной схеме №1. Технологические операции при данном способе производства осуществляются на одном посту. При производстве колонн технологический процесс изготовления состоит из следующих операций: 1. Распалубка форм с помощью мостового крана; 2. Чистка и смазка форм специальными смазками; 3. Армирование и сборка форм; 4. Укладка и уплотнение бетонной смеси бетонораздатчиком и глубинными вибраторами; 5. Тепловлажностная обработка колонн при температуре пропарки 800; 6. Приемка и маркировка колонн ОТК проводится в соответствии с нормами ГОСТ 13015; 7. Вывоз колонн на склад готовой продукции соблюдая правила по ГОСТ 13015. 3.3. Производство базового изделия Функциональная схема производства колонн
Из БСО 3.4. Характеристика технологического оборудования Мостовой кран
Бетонораздатчик 413-02
Глубинный вибратор ИВ-79
Самоходная бадья БВП-2
Габаритные размеры стендовой установки, мм - 12000х4000х70. Подобранное оборудование размещено в унифицированном пролете 18 х 144 м. Транспортные операции производятся мостовым краном грузоподъемностью 15 т. Увязка работы оборудования осуществлена графоаналитическим методом с помощью циклограммы работ ведущих агрегатов. Для построения циклограммы предварительно осуществляется расчет элементов цикла. Таблица 3
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, сочинения, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||